Görüntüleme: 0 Yazar: Site Editörü Yayınlanma Zamanı: 2026-06-29 Kaynak: Alan
Modern akışkan güç sistemlerinin karmaşık ve son derece zorlu dünyasında, makineleri çalıştıran temel bileşenlerin anlaşılması mühendisler, bakım profesyonelleri ve endüstriyel operatörler için kesinlikle gereklidir. Bu kritik bileşenler arasında, Hidrolik Hortum, enerjiyi ileten, hareketi kontrol eden ve sayısız sektörde ağır iş ekipmanlarının kusursuz çalışmasını sağlayan hayati bir kanal olarak öne çıkıyor. İster devasa inşaat ekskavatörlerinde, ister karmaşık üretim montaj hatlarında, ister çok yönlü mobil hidrolik sistemlerde konuşlandırılsın, bu esnek boru hatları, basınçlı sıvıları güvenli ve verimli bir şekilde muhafaza etmek ve yönlendirmekle görevlidir. Yeteneklerini tam olarak takdir etmek için, ham elastomerleri ve çeliği yüksek mühendislik gerektiren sıvı iletim çözümlerine dönüştüren karmaşık malzemeleri ve karmaşık üretim süreçlerini derinlemesine araştırmak gerekir. Bu kapsamlı araştırma, aşırı basınçlara, zorlu çevre koşullarına ve sürekli mekanik strese dayanabilen hortumlar üretmek için gereken titiz mühendislik ilkelerini, malzeme bilimindeki gelişmeleri ve üretim tekniklerini aydınlatacaktır.
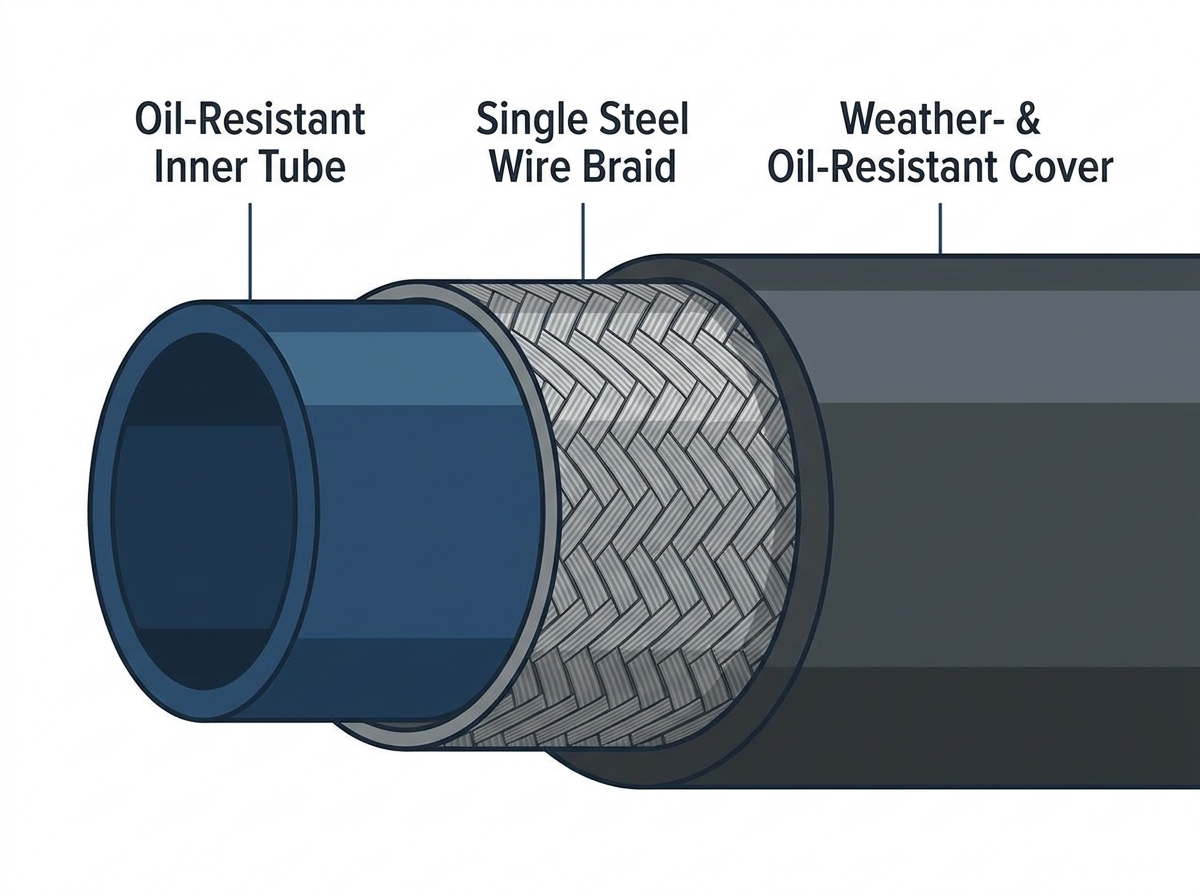
Standart bir sıvı iletim hattının çok katmanlı yapısı, iç boruyu, tel takviyesini ve koruyucu dış kapağı öne çıkarıyor.
Güvenilir bir akışkan güç borusunun oluşturulmasında yer alan üretim süreçlerini ve malzeme seçimlerini anlamak için öncelikle onun temel yapısal anatomisini anlamak gerekir. Standart bir endüstriyel hortum yalnızca basit bir kauçuk boru değildir; esnekliği muazzam yapısal bütünlükle dengelemek için tasarlanmış, yüksek düzeyde mühendislik gerektiren, çok katmanlı bir kompozit yapıdır. Mimari genellikle üç ana bileşenden oluşur: iç tüp, takviye katmanı ve dış kapak. Bu katmanların her biri farklı ve yeri doldurulamaz bir işleve hizmet ediyor ve her katman için seçilen özel malzemeler, nihai ürünün genel performansını, uyumluluğunu ve uzun ömürlülüğünü belirliyor.
İç boru, hidrolik sıvıyla doğrudan temas eden en içteki katmandır. Birincil sorumluluğu sıvıyı bozulmadan, şişmeden veya nüfuz etmesine izin vermeden kontrol altına almaktır. Takviye katmanı iç boruyu çevreler ve akışkan güç sistemleri tarafından üretilen yüksek iç basınçlara dayanmak için gerekli yapısal gücü sağlar. Bu kritik katman olmasaydı, iç tüp basınç altında balon gibi şişip patlayacaktı. Son olarak dış kaplama, dış çevresel faktörlere karşı ilk savunma hattı görevi görerek hassas takviye katmanını fiziksel aşınmadan, kimyasallara maruz kalmadan, ultraviyole radyasyondan ve aşırı hava koşullarından korur. Bu üç katman birlikte, sürekli dinamik stres altında kusursuz performans göstermesi gereken uyumlu bir birim oluşturur.
İç boru tartışmasız tüm düzeneğin kimyasal açıdan en hassas bileşenidir. Petrol bazlı yağlardan su-glikol karışımlarına ve sentetik yağlayıcılara kadar değişen şanzıman sıvısıyla sürekli doğrudan temas halinde olduğundan, malzemenin olağanüstü kimyasal uyumluluk göstermesi gerekir. Grandflex DIN EN853 1SN / SAE 100R1AT ürününde iç boru, yağa dayanıklı sentetik kauçuktan titizlikle üretilmiştir. Bu özel malzeme formülasyonu, yüksek sıcaklıklarda agresif petrol bazlı hidrolik sıvılara maruz kaldığında bile yapısal bütünlüğü ve boyutsal stabiliteyi koruma kabiliyeti nedeniyle seçilmiştir.
İç boru için uyumsuz bir malzeme kullanılmışsa, hidrolik sıvısı kauçuğun şişmesine, yumuşamasına veya kırılganlaşmasına neden olabilir. Şişme, kanalın iç çapını azaltır, sıvı akışını kısıtlar ve sistem verimliliğini olumsuz yönde etkileyen basınç düşüşlerine neden olur. Öte yandan kırılganlık, mikro çatlaklara yol açabilir, bu da sonunda basınçlı sıvının takviye katmanına sızmasına ve tüm yapıyı tehlikeye atmasına neden olur. Bu nedenle, iç lastikte kullanılan sentetik kauçuğun birleştirilmesi, malzeme biliminin son derece uzmanlaşmış bir alanıdır ve mükemmel esneklik, sızdırmazlık ve yağ direnci dengesini elde etmek için polimerlerin, plastikleştiricilerin ve kürleme maddelerinin hassas karışımlarını gerektirir.
İç boru sıvıyı içerirken, takviye tabakası aslında basıncı tutan şeydir. Takviye malzemesinin türü, miktarı ve konfigürasyonu, düzeneğin çalışma basıncını ve patlama basıncı değerlerini doğrudan belirler. Yüksek basınçlı hidrolik uygulamalar için yüksek gerilimli çelik tel endüstri standardıdır. Grandflex DIN EN853 1SN / SAE 100R1AT, takviyesi için yüksek gerilimli çelik telden oluşan tek bir örgü kullanır. Bu tek telli örgü konfigürasyonu, basınç kontrolü ve mekanik esneklik arasında mükemmel bir denge sağlar.
Bu uygulamalarda kullanılan çelik tel standart yapısal çelik değildir; olağanüstü çekme dayanımı elde etmek için özel olarak çekilmiş ve işlenmiştir. Üretim süreci sırasında, bu yüksek gerilimli telin çok sayıda teli, iç boru üzerinde hassas bir çapraz desenle birlikte dokunuyor. Bu örgülü yapı, düzeneğin basınç dalgalanmaları altında hafifçe genleşmesine olanak tanır (amortisör görevi görür) ve ciddi arızaları önler. Örgünün açısı kritik bir mühendislik parametresidir; Hortumun basınç altında aşırı uzamaması veya aşırı daralmaması için mükemmel şekilde hesaplanmalıdır. Yüksek gerilimli çelik telden oluşan tek örgü, yüksek basınç ve orta düzeyde esneklik kombinasyonunun gerekli olduğu endüstriyel makineler ve mobil hidrolik sistemler için özellikle uygundur.
Dış kapak, iç bileşenlerin uzun ömürlü olmasını sağlayan koruyucu kalkandır. İç boru ve takviye katmanı mükemmel bir şekilde tasarlanmış olsa bile, dış kaplamanın çalışma ortamına dayanamaması durumunda montaj zamanından önce arızalanacaktır. Endüstriyel ve inşaat ortamlarında bu bileşenler, makine şasisine sürtünme, sert güneş ışığına maruz kalma ve dökülen yağlar, gresler ve endüstriyel kimyasallardan kaynaklanan kirlenme nedeniyle rutin olarak ciddi aşınmaya maruz kalır.
Bu çevresel tehlikelerle mücadele etmek için Grandflex DIN EN853 1SN / SAE 100R1AT, hava koşullarına ve yağa dayanıklı sentetik kauçuktan yapılmış bir kapakla donatılmıştır. Bu özel elastomer bileşiği, standart kauçuğun zamanla çatlamasına ve bozulmasına neden olabilecek ultraviyole (UV) ışık ve ozondan kaynaklanan bozulmaya karşı direnç gösterecek şekilde formüle edilmiştir. Ayrıca, yağa dayanıklılık özellikleri, bitişikteki makinelerden kazara dökülme veya sızıntıların, kapağın yapısal bütünlüğünü tehlikeye atmamasını sağlar. Dış tehditlere karşı sağlam bir bariyer sağlayan, hava koşullarına ve yağa dayanıklı sentetik kauçuk kapak, alttaki yüksek gerilimli çelik teli pas ve mekanik hasara karşı korur, böylece tüm düzeneğin çalışma ömrünü önemli ölçüde uzatır.
Ham sentetik kauçuğun ve yüksek gerilimli çelik telin bitmiş, yüksek performanslı bir sıvı iletim hattına dönüştürülmesi karmaşık, çok aşamalı bir üretim sürecidir. En son teknolojiye sahip makineler, sıkı kalite kontrol protokolleri ve hassas çevre yönetimi gerektirir. Üretim süreci genel olarak birkaç temel aşamaya ayrılabilir: bileşiğin hazırlanması, iç borunun ekstrüzyonu, takviye uygulaması, dış kapağın ekstrüzyonu, vulkanizasyon ve son test. Nihai ürünün katı uluslararası standartları karşıladığından emin olmak için her adımın tam bir hassasiyetle yürütülmesi gerekir.
Üretim yolculuğu, sentetik kauçuk bileşikleri için hammaddelerin hazırlandığı karıştırma bölümünde başlar. Ham elastomerler, karbon siyahı (mukavemet ve UV direnci için), plastikleştiriciler (esneklik için), antioksidanlar (yaşlanmayı önlemek için) ve kürleme maddeleri (sülfür veya peroksitler gibi) dahil olmak üzere çeşitli katkı maddeleri ile birleştirilir. Bu bileşenler hassas bir şekilde tartılır ve malzemeleri homojen bir bileşik halinde harmanlamak için muazzam mekanik kuvvet ve ısı kullanan Banbury karıştırıcıları gibi devasa dahili karıştırıcılara beslenir. Elde edilen kauçuk karışımı daha sonra sürekli tabakalar veya şeritler halinde öğütülerek ekstrüzyon makinesine beslenmeye hazır hale getirilir. Performans gereksinimleri önemli ölçüde farklılık gösterdiğinden, yağa dayanıklı iç boru ve hava koşullarına dayanıklı dış kaplama için ayrı, farklı bileşikler hazırlanır.
İlk fiziksel şekillendirme adımı iç tüpün oluşturulmasıdır. Bu, ekstruder adı verilen özel bir makine kullanılarak gerçekleştirilir. Hazırlanan sentetik kauçuk bileşiği, dönen bir vidanın malzemeyi ısıtılmış bir varil boyunca zorladığı ekstrüdere beslenir. Isı ve basınç kauçuğu yumuşatır ve esnek hale getirir. Namlunun ucunda kauçuk, hassas işlenmiş bir kalıp ve merkezi bir mandrel aracılığıyla zorlanır. Mandrel borunun iç çapını belirlerken, kalıp dış çapı ve duvar kalınlığını belirler.
Grandflex DIN EN853 1SN / SAE 100R1AT için, bu ekstrüzyon işleminin, sonunda 5,0 mm ila 51,0 mm (3/16 inç ila 2 inç'e eşdeğer) aralığındaki metrik boyutları barındıracak iç borular üretmek üzere sıkı bir şekilde kontrol edilmesi gerekir. Sıcak, vulkanize edilmemiş kauçuk boru ekstrüderden çıkarken, boyutlarının stabil hale getirilmesi için tipik olarak bir su banyosunda soğutulur. Bu aşamada kauçuk hala nispeten yumuşaktır ve sertleşmemiştir; bu da takviye katmanı uygulanmadan önce deformasyonu önlemek için dikkatli bir şekilde kullanılması gerektiği anlamına gelir.
İç boru ekstrüde edildikten ve stabilize edildikten sonra örgü bölümüne taşınır. Kritik yüksek gerilimli çelik telin uygulandığı yer burasıdır. İç boru, ince çelik tel makaralarını tutan çok sayıda taşıyıcıdan oluşan devasa bir örgü makinesinin ortasından geçirilir. Bu taşıyıcılar karmaşık, kesişen dairesel yollarda hareket ederek tel şeritlerini iç tüpün yüzeyi üzerinde hassas, sürekli bir desenle örer.
Yüksek gerilimli çelik telden oluşan tek bir örgüye sahip bir ürün için makine, teli belirli bir açıda (genellikle nötr açı olarak bilinen yaklaşık 54 derece, 44 dakika) döşeyecek şekilde kalibre edilir. Tam olarak bu açıda örgüleme, düzenek iç basınca maruz kaldığında, çapı genişletmeye çalışan kuvvetler ile yapıyı uzatmaya çalışan kuvvetlerin mükemmel şekilde dengelenmesini sağlar ve bu da minimum boyut değişikliğiyle sonuçlanır. Bu işlem sırasında her bir telin gerginliği sıkı bir şekilde izlenmelidir; gerilim eşit değilse, ortaya çıkan örgü tehlikeye girecek ve bu da sahada zayıf noktalara ve potansiyel patlama arızalarına yol açacaktır.
Çelik tel takviyesinin güvenli bir şekilde yerine yerleştirilmesiyle yarı mamul düzenek, dış kapağın uygulanması için ikinci bir ekstrüzyon hattına yönlendirilir. İşlem, iç boru ekstrüzyonuna benzer, ancak kalıp, güçlendirilmiş yapının daha büyük çapına uyum sağlayacak şekilde boyutlandırılmıştır. Hava koşullarına ve yağa dayanıklı sentetik kauçuk bileşiği ısıtılır ve tel örgünün üzerine bastırılarak kesintisiz, koruyucu bir dış kılıf oluşturulur.
Bu aşamada dış kaplama ile çelik tel takviyesi arasında mükemmel bir yapışmanın sağlanması çok önemlidir. Bazı imalat proseslerinde, dış kaplama ekstrüde edilmeden önce tel örgünün üzerine ince bir yapıştırıcı tabakası veya özel bir bağlama maddesi uygulanır. Bu, çalışma sırasında düzenek şiddetli bükülmeye veya mekanik gerilime maruz kaldığında katmanların katmanlara ayrılmamasını veya ayrılmamasını sağlar. Gereksiz ağırlık veya sertlik eklemeden yeterli koruma sağlamak için dış kaplamanın kalınlığı da dikkatle kontrol edilir.
Üretim sürecinin bu noktasında montaj nihai şekline ve yapısına kavuşmuştur ancak sentetik kauçuk hâlâ kürlenmemiştir. Elastikiyet, çekme mukavemeti, ısıya ve kimyasallara karşı dayanıklılık gibi nihai fiziksel özelliklerine ulaşmak için kauçuğun vulkanizasyona tabi tutulması gerekir. Vulkanizasyon, kauçuğun içindeki polimer zincirlerini çapraz bağlayarak onu yumuşak, yapışkan bir maddeden dayanıklı, esnek bir elastomere dönüştüren kimyasal bir işlemdir.
Vulkanize edilmemiş düzenekler, şekillerini korumak ve katmanları sağlamlaştırmak için tipik olarak bir naylon veya kurşun bantla sıkıca sarılır ve ardından büyük endüstriyel otoklavlara yerleştirilir. Otoklava yüksek basınçlı buhar verilerek ürünler belirli bir süre boyunca hassas sıcaklıklara ve basınçlara tabi tutulur. Isı, kauçuk bileşikleri içindeki kimyasal kürleme maddelerini tetikleyerek çapraz bağlanma reaksiyonunun oluşmasına neden olur. Vulkanizasyon döngüsü tamamlandığında, düzenekler otoklavdan çıkarılır ve ambalaj bandı sıyrılarak, geride endüstriyel sıvı iletim hatlarında sıklıkla görülen karakteristik dokulu yüzey bırakılır.
Yukarıda açıklanan titiz malzemeler ve üretim süreçleri, tam mühendislik spesifikasyonlarını karşılayan bir ürün üretmek üzere tasarlanmıştır. Bu spesifikasyonların anlaşılması, belirli bir uygulama için doğru bileşenin seçilmesi açısından kritik öneme sahiptir. Grandflex DIN EN853 1SN / SAE 100R1AT, bu hayati performans ölçümlerini analiz etmek için mükemmel bir örnek olay incelemesi görevi görüyor.
Boyut en temel spesifikasyondur. İç çap, iletilebilecek sıvının hacmini ve hızını belirler. Grandflex ürünü, özellikle 5,0 mm'den 51,0 mm'ye kadar çok çeşitli metrik boyutlarda mevcuttur; bu, 3/16 inçten 2 inç'e kadar İngiliz ölçülerine karşılık gelir. Bu geniş boyut aralığı, mühendislerin basınç düşüşlerini en aza indirmek ve ısı oluşumuna ve sistem verimsizliğine neden olabilecek aşırı sıvı hızını önlemek için uygun çapı seçebilmesini sağlar.
Basınç değerleri, takviye katmanının bütünlüğünün nihai testidir. Dikkate alınması gereken iki temel basınç ölçümü vardır: çalışma basıncı ve patlama basıncı. Çalışma basıncı, sistemin normal koşullar altında çalışması gereken maksimum sürekli basınçtır. Grandflex DIN EN853 1SN / SAE 100R1AT için çalışma basıncı, düzeneğin özel boyutuna bağlı olarak 4,0 Mpa ila 25,0 Mpa (580 Psi ila 3625 Psi'ye eşdeğer) arasında değişir. Kasnak geriliminin fiziği nedeniyle daha küçük çaplar genellikle daha büyük çaplara göre daha yüksek basınçlara dayanır.
Patlama basıncı bir güvenlik ölçüsüdür; laboratuvar ortamında yıkıcı bir arızanın (kopma) oluşmasının beklendiği mutlak minimum basıncı temsil eder. Endüstri standartları genellikle patlama basıncının maksimum çalışma basıncının en az dört katı olmasını gerektirir ve 4:1 güvenlik faktörü sağlar. Bu özel Grandflex ürününün patlama basıncı, boyuta bağlı olarak etkileyici bir şekilde 16 Mpa ila 100 Mpa arasında değişir ve beklenmedik basınç artışlarına veya hidrolik şoklara karşı sağlam bir güvenlik marjı sağlar.
Mobil hidrolik sistemlerde ve kompakt endüstriyel makinelerde esneklik ve ağırlık kritik öneme sahiptir. Bükülme yarıçapı, düzeneğin bükülmeden, tel takviyesine zarar vermeden veya sıvı akışını kısıtlamadan bükülebileceği en dar eğriyi gösterir. Grandflex ürünü, boyuta bağlı olarak 90 mm'den 630 mm'ye kadar değişen bir bükülme yarıçapı sunmaktadır. Bu esneklik, dar motor bölmeleri ve karmaşık mekanik bağlantılar arasında daha kolay yönlendirme yapılmasına olanak tanır.
Ağırlık da, özellikle toplam araç ağırlığının yakıt verimliliğini ve performansını etkilediği mobil ekipmanlarda bir faktördür. Verimli tek telli örgü yapısı sayesinde bu ürünün ağırlığı, boyutuna bağlı olarak 0,20 Kg/m ile 2,00 Kg/m arasında değişmektedir. Bu, gerekli basınç sınırlama yeteneklerinden ödün vermeden nispeten hafif bir çözüm sağlar.
Akışkan gücü sistemleri aşırı basınç altında çalıştığından güvenlik ve güvenilirlik çok önemlidir. Küresel pazarda tutarlılık ve güvenliği sağlamak için uluslararası standart kuruluşları sıkı testler ve performans kriterleri oluşturmuştur. Bu belirlenmiş standartları karşılamak veya aşmak için yüksek kaliteli bir ürünün üretilmesi gerekir.
Grandflex DIN EN853 1SN / SAE 100R1AT, çeşitli kritik endüstri kriterleriyle tamamen uyumlu olacak şekilde tasarlanmıştır. Otomotiv Mühendisleri Derneği tarafından oluşturulan ve tek telli örgü takviyeli ürünler için boyutları, performansı ve test prosedürlerini belirleyen SAE 100R1AT standardının gerekliliklerini karşılar. Ayrıca, benzer sıkı kriterleri belirleyen bir Avrupa normu olan EN853 1SN standardına da uygundur. Bu ana tanımlamalara ek olarak ürün aynı zamanda ISO 1436 ve SAE J517 spesifikasyonlarını da karşılayarak küresel uyumluluk sağlar ve mühendislere bileşenin zorlu ortamlarda güvenilir performans göstereceğine dair güven sağlar.
Yağa dayanıklı iç boru, yüksek gerilimli çelik telden oluşan tek örgü ve hava koşullarına ve yağa dayanıklı sentetik kauçuk kaplamanın özel kombinasyonu, bu tür ürünleri inanılmaz derecede çok yönlü hale getirir. Sağlam yapısı, çok çeşitli zorlu endüstrilerde kullanılmasına olanak tanır.
Başlıca kullanım durumlarından biri, güvenilir sıvı iletiminin tartışılmaz olduğu yüksek basınçlı hidrolik uygulamalardır. Endüstriyel makineler alanında bu bileşenler, preslere, enjeksiyonlu kalıplama makinelerine ve otomatik montaj ekipmanlarına güç vermek için kullanılır ve ağır imalat için gerekli olan kesin kuvveti sağlar. Ekskavatörler, yükleyiciler ve vinçler gibi inşaat ekipmanları, zorlu ve aşındırıcı koşullar altında devasa silindirleri ve motorları çalıştırmak için bu sağlam hatlara büyük ölçüde güveniyor. Ek olarak, esneklik, dayanıklılık ve çevresel etkilere karşı direncin günlük operasyonlar için kesinlikle kritik olduğu tarım traktörlerinde, ormancılık ekipmanlarında ve belediye hizmet araçlarında bulunan mobil hidrolik sistemler için de gereklidirler.
Grandflex DIN EN853 1SN / SAE 100R1AT, endüstriyel makineler, inşaat ekipmanları ve mobil hidrolik sistemlerde güvenilir performans sunmak için yağa dayanıklı sentetik kauçuk iç boruyu, yüksek gerilimli çelik telden yapılmış sağlam tek örgüyü ve hava koşullarına ve yağa dayanıklı dayanıklı kapağı birleştirerek zorlu akışkan gücü iletimi için yüksek düzeyde tasarlanmış bir çözümü temsil eder. Geniş metrik boyut aralığı (5,0 mm - 51,0 mm), etkileyici çalışma basınçları (4,0 Mpa - 25,0 Mpa) ve SAE 100R1AT, EN853 1SN, ISO 1436 ve SAE J517 standartlarına sıkı uyumuyla bu ürün, mühendislere ve bakım profesyonellerine güvenli ve verimli yüksek basınçlı hidrolik uygulamalar için mükemmel şekilde uygun, çok yönlü, yüksek kaliteli bir bileşen sunar.