複雑で要求の厳しい現代の流体動力システムの世界では、機械を駆動する基本コンポーネントを理解することは、エンジニア、メンテナンス専門家、産業オペレーターにとって絶対に不可欠です。これらの重要なコンポーネントの中で、 油圧ホースは 、エネルギーを伝達し、動きを制御し、無数のセクターにわたる大型機器のシームレスな動作を保証する重要な導管として際立っています。これらの柔軟なパイプラインは、巨大な建設掘削機、複雑な製造組立ライン、または多用途の移動式油圧システムに導入されるかどうかに関係なく、加圧流体を安全かつ効率的に封じ込め、送り込むという役割を担っています。その機能を十分に評価するには、未加工のエラストマーとスチールを高度に設計された流体伝達ソリューションに変える複雑な材料と洗練された製造プロセスを深く掘り下げる必要があります。この包括的な調査により、極度の圧力、過酷な環境条件、および継続的な機械的ストレスに耐えることができるホースを製造するために必要な厳密な工学原理、材料科学の進歩、および製造技術が明らかになります。
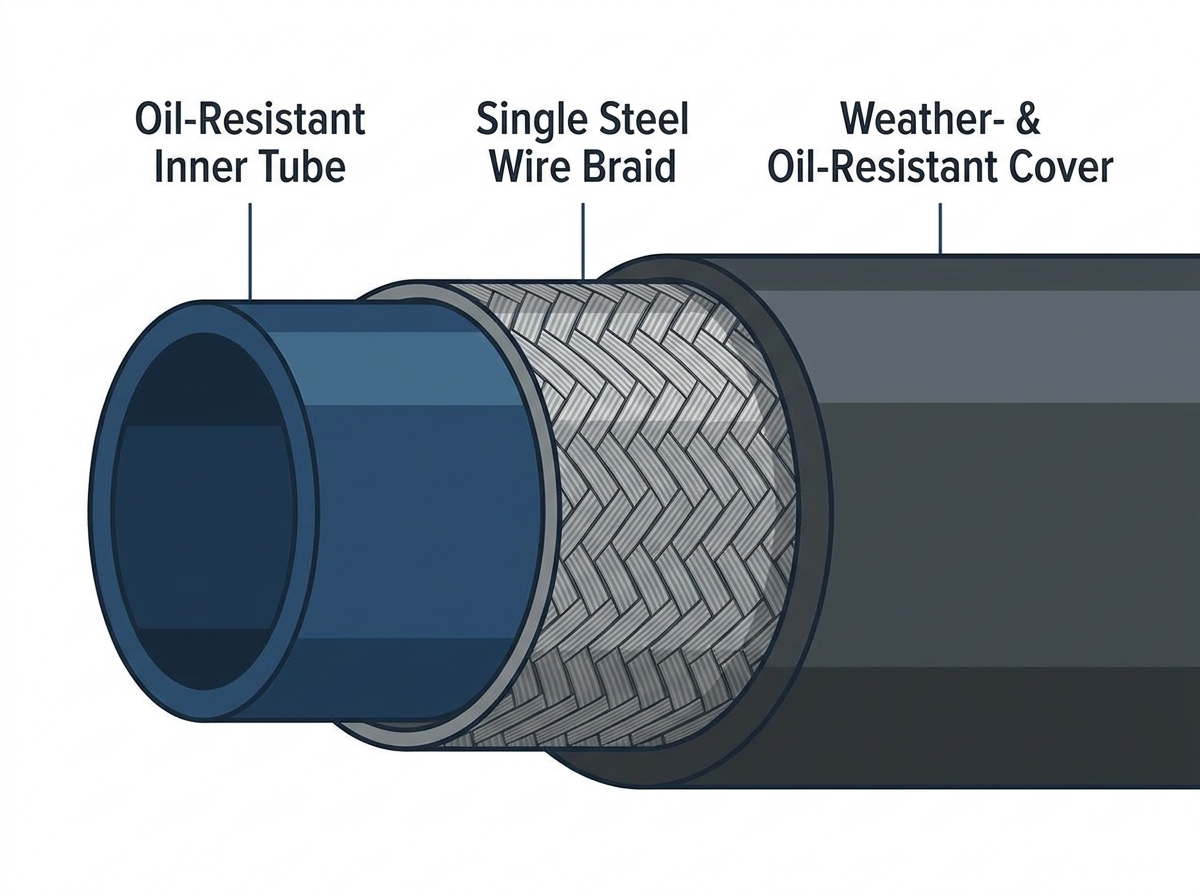
標準的な流体伝送ラインの多層構造。インナーチューブ、ワイヤー補強、外側の保護カバーが強調されています。
信頼性の高い流体動力導管の作成に必要な製造プロセスと材料の選択を理解するには、まずその基本的な構造の解剖学的構造を理解する必要があります。標準的な工業用ホースは単なるゴムチューブではありません。これは、高度に設計された多層複合構造であり、柔軟性と優れた構造的完全性のバランスをとるように設計されています。このアーキテクチャは通常、インナーチューブ、補強層、アウターカバーの 3 つの主要コンポーネントで構成されます。これらの各層は、別個のかけがえのない機能を果たし、各層に選択される特定の材料が、最終製品の全体的な性能、互換性、寿命を決定します。
インナーチューブは作動油と直接接触する最内層です。その主な役割は、液体を劣化、膨張、または浸透させずに封じ込めることです。補強層はインナーチューブを取り囲み、流体力システムによって生成される高い内圧に耐えるのに必要な構造強度を提供します。この重要な層がなければ、内側のチューブは単に圧力がかかると膨らんで破裂してしまいます。最後に、外側のカバーは外部環境要因に対する防御の第一線として機能し、物理的磨耗、化学物質への曝露、紫外線、極端な気象条件から繊細な強化層を保護します。これら 3 つの層は一緒になって、連続的な動的ストレス下でも完璧に機能する必要がある凝集ユニットを形成します。
インナーチューブはおそらくアセンブリ全体の中で最も化学的影響を受けやすい部品です。トランスミッション液(石油ベースのオイルから水とグリコールの混合物、合成潤滑剤に至るまで)と常に直接接触するため、この材料は優れた化学的適合性を示さなければなりません。 Grandflex DIN EN853 1SN / SAE 100R1AT 製品の場合、インナーチューブは耐油性合成ゴムから細心の注意を払って作られています。この特定の材料配合は、高温で攻撃的な石油ベースの油圧作動油にさらされた場合でも、構造の完全性と寸法安定性を維持できる能力を考慮して選択されています。
インナーチューブに互換性のない材料が使用されている場合、作動油によってゴムが膨張、軟化、または脆化する可能性があります。膨張により通路の内径が減少し、流体の流れが制限され、圧力降下が発生してシステム効率に悪影響を及ぼします。一方、脆性は微小亀裂を引き起こす可能性があり、最終的には加圧流体が補強層に浸透し、構造全体が損傷します。したがって、インナーチューブに使用される合成ゴムの配合は、材料科学の高度に専門化された分野であり、柔軟性、不透過性、耐油性の完璧なバランスを達成するために、ポリマー、可塑剤、硬化剤を正確にブレンドする必要があります。
インナーチューブには流体が入っていますが、実際に圧力を保持しているのは補強層です。強化材の種類、量、構成によって、アセンブリの使用圧力と破裂圧力定格が直接決まります。高圧油圧用途では、高張力鋼線が業界標準です。 Grandflex DIN EN853 1SN / SAE 100R1AT は、強化に高張力鋼線の単一編組を使用しています。この単線編組構成は、圧力封じ込めと機械的柔軟性の間の優れたバランスを提供します。
これらの用途で使用される鋼線は標準的な構造用鋼ではありません。並外れた引張強度を実現するために特別に引き伸ばされ、処理されています。製造プロセス中に、この高張力ワイヤーの複数のストランドがインナーチューブ上で正確な十字パターンで一緒に織り込まれます。この編組構造により、致命的な故障を防ぎながら、圧力サージの下でアセンブリがわずかに拡張することができます (ショックアブソーバーとして機能します)。編組の角度は重要なエンジニアリングパラメータです。加圧時にホースが過度に伸びたり縮んだりしないように、完璧に計算する必要があります。高張力鋼線の単一編組は、高圧と適度な柔軟性の組み合わせが必要とされる産業機械や移動式油圧システムに特に適しています。
外側のカバーは、内部コンポーネントの寿命を保証する保護シールドです。たとえインナーチューブと補強層が完璧に設計されていたとしても、アウターカバーが動作環境に耐えられなければ、アセンブリは早期に故障します。産業および建設現場では、これらのコンポーネントは、機械のシャーシとの摩擦、強い日光への曝露、流出したオイル、グリース、工業用化学薬品による汚染による深刻な摩耗に日常的にさらされています。
これらの環境上の危険に対処するために、Grandflex DIN EN853 1SN / SAE 100R1AT には、耐候性および耐油性の合成ゴムで作られたカバーが装備されています。この特殊なエラストマーコンパウンドは、標準的なゴムにひび割れや時間の経過とともに劣化を引き起こす可能性がある紫外線 (UV) 光やオゾンによる劣化に耐えるように配合されています。さらに、その耐油性により、隣接する機械からの偶発的な流出や漏れがカバーの構造的完全性を損なうことがありません。外部の脅威に対する堅牢なバリアを維持することで、耐候性および耐油性の合成ゴム製カバーが下にある高張力鋼線を錆や機械的損傷から保護し、アセンブリ全体の動作寿命を大幅に延長します。
未加工の合成ゴムと高張力鋼線を完成した高性能流体伝送ラインに変えるには、複雑な多段階の製造プロセスが必要です。最先端の機械、厳格な品質管理プロトコル、正確な環境管理が必要です。製造プロセスは一般に、コンパウンドの準備、インナーチューブの押出成形、補強材の適用、アウターカバーの押出成形、加硫、最終テストといういくつかの重要な段階に分けることができます。最終製品が厳格な国際基準を満たしていることを確認するには、各ステップを厳密な精度で実行する必要があります。
製造の旅は、合成ゴム配合物の原材料が準備される混合部門から始まります。未加工のエラストマーは、カーボン ブラック (強度と耐紫外線性のため)、可塑剤 (柔軟性のため)、酸化防止剤 (老化防止のため)、硬化剤 (硫黄や過酸化物など) などのさまざまな添加剤と組み合わされます。これらの成分は正確に秤量され、バンバリーミキサーなどの巨大な内部ミキサーに供給されます。このミキサーは、材料を均質な化合物に混合するために莫大な機械力と熱を使用します。得られたゴム混合物はその後、連続シートまたはストリップに粉砕され、押出機に供給できる状態になります。耐油性インナーチューブと耐候性アウターカバーの性能要件は大きく異なるため、それぞれに異なるコンパウンドが用意されています。
最初の物理的形成ステップは、インナーチューブの作成です。これは、押出機と呼ばれる特殊な機械を使用して行われます。調製された合成ゴムコンパウンドは押出機に供給され、回転スクリューによって材料が加熱されたバレルに押し込まれます。熱と圧力によりゴムが柔らかくなり、しなやかになります。バレルの端で、ゴムは精密機械加工されたダイと中央のマンドレルに押し込まれます。マンドレルはチューブの内径を決定し、ダイは外径と壁の厚さを決定します。
Grandflex DIN EN853 1SN / SAE 100R1AT の場合、最終的に 5.0 mm ~ 51.0 mm (3/16 インチから 2 インチに相当) のメートルサイズに対応するインナーチューブを製造するには、この押出プロセスを厳密に制御する必要があります。熱い未加硫のゴムチューブが押出機から出てくると、通常は寸法を安定させるために水槽で冷却されます。この段階では、ゴムはまだ比較的柔らかく未硬化であるため、補強層を適用する前に変形を防ぐために慎重に取り扱う必要があります。
インナーチューブが押し出されて安定すると、編組部門に移ります。ここに重要な高張力鋼線が適用されます。インナーチューブは、細い鋼線のスプールを保持する複数のキャリアで構成される巨大な編組機の中心を通過します。これらのキャリアは、複雑な交差する円形の経路を移動し、内側のチューブの表面にワイヤのより線を正確な連続パターンで織り込みます。
高張力鋼線の単一編組を備えた製品の場合、機械はワイヤを特定の角度 (通常は中立角として知られる約 54 度 44 分) で配置するように調整されます。この正確な角度で編組することにより、アセンブリが内圧を受けたときに、直径を拡大しようとする力と構造を伸ばそうとする力が完全にバランスされ、寸法変化が最小限に抑えられます。このプロセス中は、個々のワイヤーの張力を厳密に監視する必要があります。張力が不均一な場合、結果として生じる編組が損なわれ、弱い箇所が発生し、現場で破裂故障が発生する可能性があります。
鋼線補強材が所定の位置にしっかりと固定された状態で、半完成アセンブリは外側カバーを取り付けるために 2 番目の押出ラインに送られます。このプロセスはインナーチューブの押出成形と似ていますが、ダイは強化構造のより大きな直径に対応できるサイズになっています。耐候性および耐油性の合成ゴムコンパウンドを加熱してワイヤー編組の上に押し込み、シームレスな保護アウタージャケットを作成します。
この段階では、外側カバーと鋼線補強材との間の優れた接着を達成することが重要です。一部の製造プロセスでは、外側カバーを押し出す前に、接着剤または特殊な接着剤の薄い層を編組ワイヤ上に塗布します。これにより、アセンブリが動作中に激しい曲げや機械的ストレスにさらされた場合でも、層が剥離したり分離したりすることがなくなります。外側のカバーの厚さも慎重に制御され、不必要な重量や剛性を追加することなく適切な保護を提供します。
製造プロセスのこの時点では、アセンブリは最終的な形状と構造を持っていますが、合成ゴムはまだ硬化していません。弾性、引張強さ、熱や化学薬品に対する耐性などの最終的な物理的特性を実現するには、ゴムを加硫する必要があります。加硫は、ゴム内のポリマー鎖を架橋し、柔らかく粘着性のある物質から耐久性のある弾力性のあるエラストマーに変える化学プロセスです。
通常、未加硫のアセンブリは、形状を維持して層を強化するためにナイロンまたは鉛のテープでしっかりと包まれ、その後、巨大な工業用オートクレーブに入れられます。高圧蒸気がオートクレーブに導入され、製品は指定された期間にわたって正確な温度と圧力にさらされます。熱によりゴム配合物内の化学硬化剤が反応し、架橋反応が起こります。加硫サイクルが完了すると、アセンブリはオートクレーブから取り出され、ラッピングテープが剥がされ、工業用流体伝送ラインでよく見られる特徴的なテクスチャー仕上げが残ります。
上記の厳密な材料と製造プロセスは、正確なエンジニアリング仕様を満たす製品を製造するように設計されています。これらの仕様を理解することは、特定のアプリケーションに適切なコンポーネントを選択するために重要です。 Grandflex DIN EN853 1SN / SAE 100R1AT は、これらの重要なパフォーマンス指標を分析するための優れたケーススタディとして役立ちます。
サイズは最も基本的な仕様です。内径によって、伝達できる流体の体積と速度が決まります。 Grandflex 製品は、幅広いメートル法サイズ、具体的には 5.0 mm ~ 51.0 mm で入手でき、これは 3/16 インチから 2 インチの帝国サイズに対応します。この幅広いサイズ範囲により、エンジニアは適切な直径を選択して圧力降下を最小限に抑え、発熱やシステム効率の低下を引き起こす可能性のある過剰な流体速度を防ぐことができます。
圧力定格は、強化層の完全性を評価する究極のテストです。考慮すべき主な圧力指標は、作動圧力と破裂圧力の 2 つです。作動圧力は、通常の状態でシステムが動作する必要がある最大連続圧力です。 Grandflex DIN EN853 1SN / SAE 100R1AT の場合、使用圧力の範囲は、アセンブリの特定のサイズに応じて 4.0 Mpa ~ 25.0 Mpa (580 Psi ~ 3625 Psi に相当) です。一般に、フープ応力の物理的性質により、直径が小さいほど、直径が大きい場合よりも高い圧力に耐えることができます。
破裂圧力は安全性の指標です。これは、実験室環境で壊滅的な故障 (破裂) が発生すると予想される絶対最小圧力を表します。業界標準では通常、破裂圧力が最大使用圧力の少なくとも 4 倍であることが要求されており、4:1 の安全係数が提供されます。この特定の Grandflex 製品の破裂圧力は、サイズに応じて 16 Mpa から 100 Mpa までの範囲であり、予期しない圧力スパイクや油圧ショックに対する堅牢な安全マージンを確保します。
移動式油圧システムやコンパクトな産業機械では、柔軟性と重量が重要な考慮事項となります。曲げ半径は、よじれたり、ワイヤー補強材に損傷を与えたり、流体の流れを制限したりすることなく、アセンブリを曲げることができる最もきつい曲線を示します。 Grandflex 製品は、サイズに応じて 90 mm ~ 630 mm の範囲の曲げ半径を提供します。この柔軟性により、狭いエンジン コンパートメントや複雑な機械的リンケージ内での配線が容易になります。
特に車両全体の重量が燃料効率と性能に影響を与えるモバイル機器では、重量も要因となります。効率的な単線編組構造により、この製品の重量はサイズに応じて 0.20 Kg/m ~ 2.00 Kg/m の範囲になります。これにより、必要な圧力封じ込め機能を犠牲にすることなく、比較的軽量なソリューションが提供されます。
流体動力システムは極度の圧力下で動作するため、安全性と信頼性が最も重要です。世界市場全体で一貫性と安全性を確保するために、国際標準化団体は厳格なテストと性能基準を確立しています。高品質の製品は、これらの確立された基準を満たすか、それを超えるように製造されなければなりません。
Grandflex DIN EN853 1SN / SAE 100R1AT は、いくつかの重要な業界ベンチマークに完全に準拠するように設計されています。 SAE 100R1AT 規格の要件を満たしています。SAE 100R1AT 規格は自動車技術者協会によって制定され、単線編組強化製品の寸法、性能、試験手順を規定しています。さらに、同様の厳格な基準を規定する欧州規格である EN853 1SN 規格にも準拠しています。これらの主な指定に加えて、この製品は ISO 1436 および SAE J517 仕様も満たしているため、グローバルな互換性が確保され、エンジニアはコンポーネントが要求の厳しい環境でも確実に動作するという確信を得ることができます。
耐油性の内管、高張力鋼線の単一編組、および耐候性および耐油性の合成ゴムカバーの特別な組み合わせにより、このタイプの製品は驚くほど多用途になります。堅牢な構造により、要求の厳しい幅広い業界に導入できます。
主な使用例の 1 つは、信頼性の高い流体伝達が交渉の余地のない高圧油圧用途です。産業機械の分野では、これらのコンポーネントはプレス、射出成形機、自動組立装置に動力を供給するために使用され、重工業に必要な正確な力を提供します。掘削機、ローダー、クレーンなどの建設機械は、過酷で摩耗性の高い条件下で巨大なシリンダーやモーターを作動させるために、これらの堅牢なラインに大きく依存しています。さらに、柔軟性、耐久性、環境への耐性が日常業務にとって極めて重要である農業用トラクター、林業機械、公共用ユーティリティビークルに見られる移動式油圧システムにも不可欠です。
Grandflex DIN EN853 1SN / SAE 100R1AT は、要求の厳しい流体動力伝達用の高度に設計されたソリューションを表しており、耐油性合成ゴムの内管、高張力鋼線の堅牢な単一編組、耐久性のある耐候性および耐油性のカバーを組み合わせて、産業機械、建設機械、移動式油圧システム全体にわたって信頼性の高い性能を提供します。幅広いメートルサイズ (5.0 mm ~ 51.0 mm)、優れた作動圧力 (4.0 Mpa ~ 25.0 Mpa)、SAE 100R1AT、EN853 1SN、ISO 1436、および SAE J517 規格への厳密な準拠を備えたこの製品は、エンジニアやメンテナンス専門家に、安全で効率的な高圧油圧用途に最適な多用途で高品質のコンポーネントを提供します。