

Zobrazení: 0 Autor: Editor webu Čas publikování: 29. 6. 2026 Původ: místo










Ve složitém a vysoce náročném světě moderních fluidních napájecích systémů je pro inženýry, odborníky na údržbu a průmyslové operátory naprosto nezbytné porozumění základním komponentům, které pohánějí stroje. Mezi tyto kritické komponenty patří Hydraulická hadice vyniká jako životně důležité vedení, které přenáší energii, řídí pohyb a zajišťuje bezproblémový provoz těžkých zařízení v mnoha odvětvích. Bez ohledu na to, zda jsou tato flexibilní potrubí nasazena v masivních stavebních rypadlech, složitých výrobních montážních linkách nebo všestranných mobilních hydraulických systémech, mají za úkol bezpečně a efektivně uchovávat a směrovat stlačené kapaliny. Chcete-li plně ocenit jejich schopnosti, musíte se hluboce ponořit do složitých materiálů a sofistikovaných výrobních procesů, které přeměňují surové elastomery a ocel na vysoce konstruovaná řešení přenosu kapalin. Tento komplexní průzkum objasní přísné inženýrské principy, pokroky ve vědě o materiálech a výrobní techniky potřebné k výrobě hadic schopných odolat extrémním tlakům, drsným podmínkám prostředí a trvalému mechanickému namáhání.
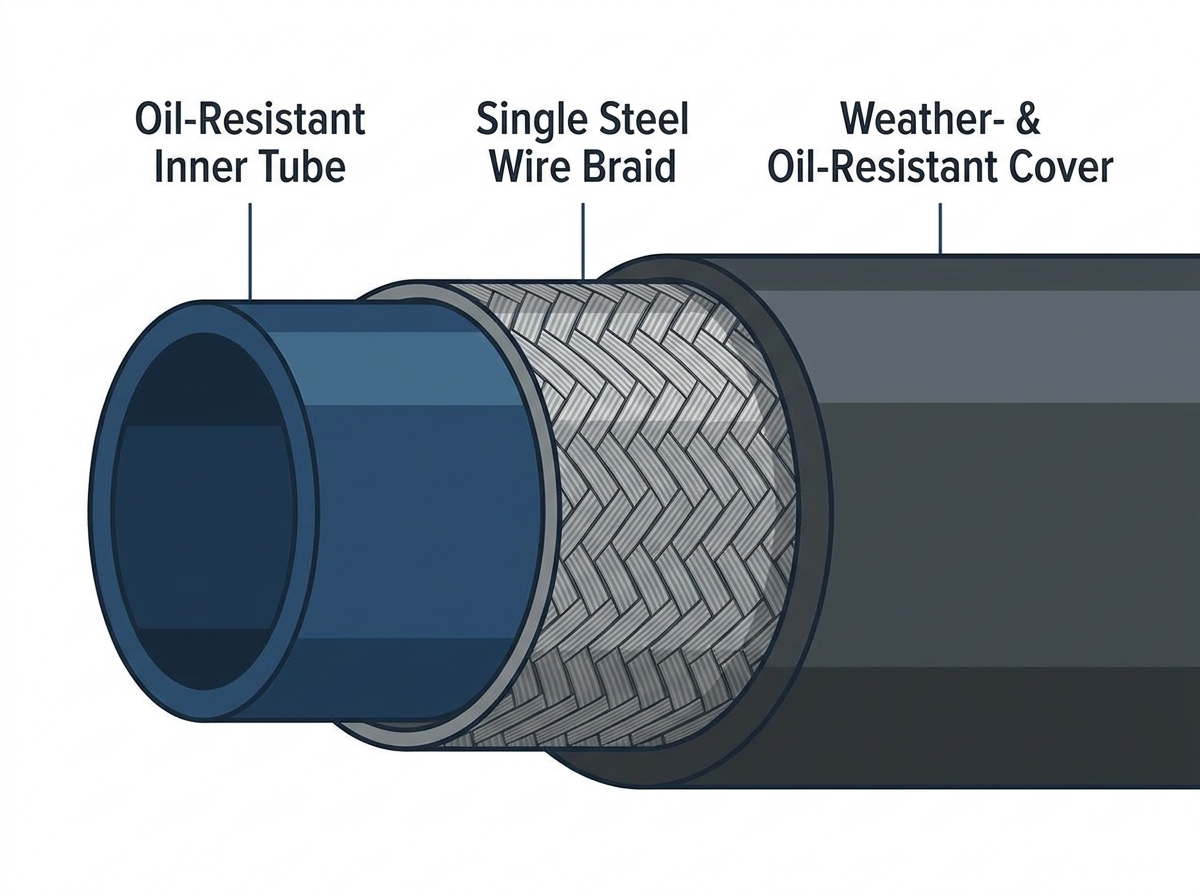
Vícevrstvá konstrukce standardního vedení pro přenos kapalin, zvýrazňující vnitřní trubku, vyztužení drátu a ochranný vnější kryt.
Abychom porozuměli výrobním procesům a výběru materiálů, které se podílejí na vytvoření spolehlivého vedení pro tekutinu, je nejprve nutné porozumět jeho základní strukturální anatomii. Standardní průmyslová hadice není jen jednoduchá pryžová hadička; je to vysoce navržená, vícevrstvá kompozitní struktura navržená tak, aby vyvážila flexibilitu s nesmírnou strukturální integritou. Architektura se obecně skládá ze tří primárních součástí: vnitřní trubky, výztužné vrstvy a vnějšího krytu. Každá z těchto vrstev plní odlišnou a nenahraditelnou funkci a specifické materiály zvolené pro každou vrstvu určují celkový výkon, kompatibilitu a životnost konečného produktu.
Vnitřní trubka je nejvnitřnější vrstva, která přichází do přímého kontaktu s hydraulickou kapalinou. Jeho primární odpovědností je zadržovat tekutinu bez degradace, bobtnání nebo umožnění pronikání. Výztužná vrstva obklopuje vnitřní trubku a poskytuje strukturální pevnost nezbytnou k tomu, aby odolala vysokým vnitřním tlakům generovaným fluidními energetickými systémy. Bez této kritické vrstvy by se vnitřní trubice jednoduše nafoukla a pod tlakem praskla. A konečně, vnější kryt působí jako první obranná linie proti vnějším faktorům prostředí, chrání jemnou výztužnou vrstvu před fyzickým oděrem, chemickým působením, ultrafialovým zářením a extrémními povětrnostními podmínkami. Tyto tři vrstvy dohromady tvoří soudržný celek, který musí bezchybně fungovat při trvalém dynamickém namáhání.
Duše je bezesporu chemicky nejcitlivější součástí celé sestavy. Vzhledem k tomu, že je v neustálém přímém kontaktu s převodovou kapalinou – která může sahat od olejů na bázi ropy až po směsi vody a glykolu a syntetická maziva – musí tento materiál vykazovat výjimečnou chemickou kompatibilitu. V případě produktu Grandflex DIN EN853 1SN / SAE 100R1AT je duše pečlivě vyrobena ze syntetické pryže odolné proti oleji. Toto specifické složení materiálu je zvoleno pro svou schopnost zachovat strukturální integritu a rozměrovou stabilitu i při vystavení agresivním hydraulickým kapalinám na ropné bázi při zvýšených teplotách.
Pokud by byl na vnitřní trubku použit nekompatibilní materiál, hydraulická kapalina by mohla způsobit bobtnání, měknutí nebo křehnutí pryže. Bobtnání zmenšuje vnitřní průměr průchodu, omezuje průtok tekutiny a způsobuje poklesy tlaku, které negativně ovlivňují účinnost systému. Na druhé straně křehkost může vést k mikropraskání, které nakonec umožní prosakování tlakové kapaliny do výztužné vrstvy a narušení celé struktury. Skládání syntetického kaučuku používaného ve vnitřní trubce je proto vysoce specializovanou oblastí materiálové vědy, která vyžaduje přesné směsi polymerů, změkčovadel a vytvrzovacích činidel, aby bylo dosaženo dokonalé rovnováhy pružnosti, nepropustnosti a odolnosti vůči oleji.
Zatímco vnitřní trubice obsahuje tekutinu, výztužná vrstva je to, co ve skutečnosti drží tlak. Typ, množství a konfigurace výztužného materiálu přímo určují jmenovitý pracovní tlak a tlak při roztržení sestavy. Pro vysokotlaké hydraulické aplikace je průmyslovým standardem vysokopevnostní ocelový drát. Grandflex DIN EN853 1SN / SAE 100R1AT využívá ke svému vyztužení jeden oplet z vysokopevnostního ocelového drátu. Tato jednodrátová konfigurace opletu poskytuje vynikající rovnováhu mezi tlakovou kontejnmentem a mechanickou flexibilitou.
Ocelový drát použitý v těchto aplikacích není standardní konstrukční ocel; je speciálně tažen a upraven pro dosažení mimořádné pevnosti v tahu. Během výrobního procesu je více pramenů tohoto vysokopevnostního drátu spleteno dohromady v přesném křížovém vzoru přes vnitřní trubku. Tato pletená struktura umožňuje, aby se sestava mírně roztáhla při tlakových rázech (působí jako tlumič nárazů) a zároveň zabraňuje katastrofálnímu selhání. Úhel opletení je kritickým technickým parametrem; musí být dokonale vypočítán, aby bylo zajištěno, že se hadice při natlakování příliš neprodlužuje ani nestahuje. Jediný oplet z vysokopevnostního ocelového drátu je zvláště vhodný pro průmyslové stroje a mobilní hydraulické systémy, kde je vyžadována kombinace vysokého tlaku a střední flexibility.
Vnější kryt je ochranný štít, který zajišťuje dlouhou životnost vnitřních součástí. I když jsou vnitřní trubka a výztužná vrstva dokonale navrženy, sestava předčasně selže, pokud vnější kryt nemůže odolat provoznímu prostředí. V průmyslovém a stavebním prostředí jsou tyto součásti běžně vystaveny silnému oděru v důsledku tření o šasi stroje, vystavení ostrému slunečnímu záření a znečištění rozlitými oleji, tuky a průmyslovými chemikáliemi.
Pro boj s těmito ekologickými riziky je Grandflex DIN EN853 1SN / SAE 100R1AT vybaven krytem vyrobeným ze syntetické pryže odolné vůči povětrnostním vlivům a oleji. Tato specializovaná elastomerní směs je formulována tak, aby odolávala degradaci ultrafialovým (UV) světlem a ozónem, které mohou způsobit praskání standardní pryže a její poškození v průběhu času. Kromě toho jeho vlastnosti odolné vůči oleji zajišťují, že náhodné rozlití nebo úniky ze sousedních strojů nenaruší strukturální integritu krytu. Udržováním robustní bariéry proti vnějším hrozbám chrání syntetický pryžový kryt odolný vůči povětrnostním vlivům a olejům pod ním ležící vysokopevnostní ocelový drát před rzí a mechanickým poškozením, čímž výrazně prodlužuje provozní životnost celé sestavy.
Transformace surového syntetického kaučuku a vysokopevnostního ocelového drátu na hotové, vysoce výkonné vedení kapaliny je složitý, vícestupňový výrobní proces. Vyžaduje to nejmodernější strojní zařízení, přísné protokoly kontroly kvality a přesné environmentální řízení. Výrobní proces lze obecně rozdělit do několika klíčových fází: příprava směsi, extruze vnitřní trubky, aplikace výztuže, extruze vnějšího krytu, vulkanizace a konečné testování. Každý krok musí být proveden s náročnou přesností, aby bylo zajištěno, že konečný produkt splňuje přísné mezinárodní standardy.
Výrobní cesta začíná v oddělení míchání, kde se připravují suroviny pro syntetické kaučukové směsi. Surové elastomery jsou kombinovány s různými přísadami, včetně sazí (pro pevnost a odolnost proti UV záření), změkčovadel (pro pružnost), antioxidantů (pro zabránění stárnutí) a vytvrzovacích činidel (jako je síra nebo peroxidy). Tyto přísady jsou přesně odváženy a přiváděny do masivních vnitřních mixérů, jako jsou mixéry Banbury, které využívají nesmírnou mechanickou sílu a teplo k smíchání materiálů do homogenní směsi. Výsledná kaučuková směs se poté mele na kontinuální listy nebo pásy, které jsou připraveny k přivádění do vytlačovacího stroje. Pro vnitřní trubku odolnou vůči oleji a vnější kryt odolný vůči povětrnostním vlivům jsou připraveny samostatné, odlišné směsi, protože jejich požadavky na výkon se výrazně liší.
Prvním fyzickým krokem tvarování je vytvoření vnitřní trubky. Toho je dosaženo pomocí specializovaného stroje zvaného extruder. Připravená směs syntetického kaučuku je přiváděna do extrudéru, kde rotující šnek protlačuje materiál přes vyhřívaný válec. Teplo a tlak změkčují gumu a činí ji poddajnou. Na konci hlavně je pryž protlačována přes přesně obrobenou matrici a centrální trn. Trn určuje vnitřní průměr trubky, zatímco matrice určuje vnější průměr a tloušťku stěny.
Pro Grandflex DIN EN853 1SN / SAE 100R1AT musí být tento proces vytlačování přísně kontrolován, aby se vyrobily duše, které se nakonec přizpůsobí metrickým velikostem v rozmezí od 5,0 mm do 51,0 mm (ekvivalent 3/16 palce až 2 palce). Když horká, nevulkanizovaná pryžová trubice vystupuje z extrudéru, je obvykle ochlazována ve vodní lázni, aby se stabilizovaly její rozměry. V této fázi je pryž stále relativně měkká a nevytvrzená, což znamená, že se s ní musí zacházet opatrně, aby se zabránilo deformaci před aplikací výztužné vrstvy.
Jakmile je vnitřní trubka vytlačena a stabilizována, přesune se do oddělení splétání. Zde se používá kritický vysokopevnostní ocelový drát. Vnitřní trubka prochází středem masivního pletacího stroje, který se skládá z několika nosičů držících cívky z jemného ocelového drátu. Tyto nosiče se pohybují po složitých, protínajících se kruhových drahách a tkají drátěné prameny po povrchu vnitřní trubky v přesném, souvislém vzoru.
U produktu s jedním opletem z vysokopevnostního ocelového drátu je stroj kalibrován tak, aby pokládal drát pod specifickým úhlem – obvykle kolem 54 stupňů, 44 minut, známý jako neutrální úhel. Opletení pod tímto přesným úhlem zajišťuje, že když je sestava vystavena vnitřnímu tlaku, síly pokoušející se rozšířit průměr a síly pokoušející se prodloužit konstrukci jsou dokonale vyvážené, což má za následek minimální rozměrovou změnu. Během tohoto procesu musí být přísně sledováno napětí každého jednotlivého drátu; pokud je napětí nerovnoměrné, výsledný oplet bude narušen, což povede k slabým místům a potenciálním prasklinám na poli.
Když je výztuha z ocelového drátu bezpečně na svém místě, je polotovar sestavy směrován do druhé vytlačovací linky pro aplikaci vnějšího krytu. Proces je podobný vytlačování vnitřní trubky, ale forma je dimenzována tak, aby vyhovovala většímu průměru vyztužené struktury. Směs syntetického kaučuku odolná vůči povětrnostním vlivům a oleji se zahřeje a natlačí přes drátěné opletení, čímž vznikne bezešvý, ochranný vnější plášť.
Během této fáze je klíčové dosáhnout vynikající adheze mezi vnějším krytem a výztuží z ocelového drátu. V některých výrobních procesech se na drátěný oplet nanáší tenká vrstva lepidla nebo speciálního pojiva před vytlačením vnějšího krytu. To zajišťuje, že se vrstvy nedelaminují nebo neoddělují, když je sestava vystavena silnému ohybu nebo mechanickému namáhání během provozu. Tloušťka vnějšího krytu je také pečlivě kontrolována, aby poskytovala adekvátní ochranu bez zvýšení hmotnosti nebo tuhosti.
V tomto bodě výrobního procesu má sestava svůj konečný tvar a strukturu, ale syntetický kaučuk je stále nevytvrzený. Pro dosažení svých konečných fyzikálních vlastností – jako je pružnost, pevnost v tahu a odolnost vůči teplu a chemikáliím – musí pryž projít vulkanizací. Vulkanizace je chemický proces, který zesíťuje polymerní řetězce v kaučuku a přeměňuje ho z měkké, lepivé látky na odolný, pružný elastomer.
Nevulkanizované sestavy jsou obvykle pevně zabaleny do nylonové nebo olověné pásky, aby si zachovaly svůj tvar a zpevnily vrstvy, a poté se umístí do masivních průmyslových autoklávů. Do autoklávu se přivádí vysokotlaká pára, která produkty podrobuje přesným teplotám a tlakům po určitou dobu. Teplo spouští chemická vytvrzovací činidla v kaučukových směsích, což způsobuje zesíťovací reakci. Jakmile je vulkanizační cyklus dokončen, sestavy se vyjmou z autoklávu a obalová páska se stáhne, přičemž zanechá charakteristický texturovaný povrch, který je často vidět na průmyslových přenosových vedeních kapalin.
Přísné materiály a výrobní procesy popsané výše jsou navrženy tak, aby vznikl produkt, který splňuje přesné technické specifikace. Pochopení těchto specifikací je rozhodující pro výběr správné součásti pro danou aplikaci. Grandflex DIN EN853 1SN / SAE 100R1AT slouží jako vynikající případová studie pro analýzu těchto důležitých výkonnostních metrik.
Velikost je nejzákladnější specifikace. Vnitřní průměr určuje objem a rychlost tekutiny, která může být přenášena. Produkt Grandflex je dostupný v široké škále metrických velikostí, konkrétně od 5,0 mm do 51,0 mm, což odpovídá imperiálním velikostem od 3/16 palce do 2 palců. Tento široký rozsah velikostí zajišťuje, že inženýři mohou vybrat vhodný průměr pro minimalizaci poklesu tlaku a zabránění nadměrné rychlosti tekutiny, která může způsobit tvorbu tepla a neúčinnost systému.
Hodnoty tlaku jsou konečným testem integrity výztužné vrstvy. Je třeba vzít v úvahu dvě primární metriky tlaku: pracovní tlak a tlak při roztržení. Pracovní tlak je maximální trvalý tlak, při kterém by měl systém pracovat za normálních podmínek. U Grandflex DIN EN853 1SN / SAE 100R1AT se pracovní tlak pohybuje od 4,0 Mpa do 25,0 Mpa (ekvivalent 580 Psi až 3625 Psi), v závislosti na konkrétní velikosti sestavy. Menší průměry obecně zvládají vyšší tlaky než větší průměry kvůli fyzice namáhání obruče.
Tlak při roztržení je bezpečnostní metrikou; představuje absolutní minimální tlak, při kterém se očekává, že v laboratorním prostředí dojde ke katastrofické poruše (prasknutí). Průmyslové normy obvykle vyžadují, aby tlak při roztržení byl alespoň čtyřnásobek maximálního pracovního tlaku, což poskytuje bezpečnostní faktor 4:1. Trhací tlak se u tohoto specifického produktu Grandflex pohybuje působivě od 16 Mpa do 100 Mpa, v závislosti na velikosti, což zajišťuje robustní bezpečnostní rezervu proti neočekávaným tlakovým špičkám nebo hydraulickým rázům.

V mobilních hydraulických systémech a kompaktních průmyslových strojích jsou kritickými faktory flexibilita a hmotnost. Poloměr ohybu označuje nejužší křivku, do které lze sestavu ohnout, aniž by došlo k zauzlování, poškození výztuže drátu nebo omezení průtoku tekutiny. Výrobek Grandflex nabízí poloměr ohybu, který se pohybuje od 90 mm do 630 mm, v závislosti na velikosti. Tato flexibilita umožňuje snadnější vedení přes těsný motorový prostor a složitá mechanická spojení.
Hmotnost je také faktorem, zejména u mobilních zařízení, kde celková hmotnost vozidla ovlivňuje spotřebu paliva a výkon. Díky své efektivní jednodrátové opletené konstrukci se hmotnost tohoto produktu pohybuje od 0,20 kg/m do 2,00 kg/m, v závislosti na velikosti. To poskytuje relativně lehké řešení bez obětování nezbytných schopností zadržování tlaku.
Vzhledem k tomu, že fluidní napájecí systémy pracují pod extrémním tlakem, bezpečnost a spolehlivost jsou prvořadé. Aby byla zajištěna konzistence a bezpečnost na celosvětovém trhu, zavedly mezinárodní normalizační organizace přísná kritéria testování a výkonu. Vysoce kvalitní produkt musí být vyroben tak, aby splňoval nebo překračoval tyto stanovené normy.
Grandflex DIN EN853 1SN / SAE 100R1AT je navržen tak, aby plně vyhovoval několika kritickým průmyslovým standardům. Splňuje požadavky normy SAE 100R1AT, kterou stanovila Společnost automobilových inženýrů a diktuje rozměry, výkon a zkušební postupy pro výrobky vyztužené jedním drátem. Kromě toho splňuje normu EN853 1SN, evropskou normu, která specifikuje podobná přísná kritéria. Kromě těchto primárních označení produkt také splňuje specifikace ISO 1436 a SAE J517, což zajišťuje globální kompatibilitu a poskytuje inženýrům jistotu, že komponenta bude spolehlivě fungovat v náročných prostředích.
Specifická kombinace vnitřní trubky odolné proti oleji, jediného opletu z vysokopevnostního ocelového drátu a krytu ze syntetické pryže odolné proti povětrnostním vlivům a oleji činí tento typ produktu neuvěřitelně všestranným. Jeho robustní konstrukce umožňuje jeho nasazení v širokém spektru náročných průmyslových odvětví.
Jedním z primárních případů použití jsou vysokotlaké hydraulické aplikace, kde je spolehlivý přenos kapaliny nesmlouvavý. V oblasti průmyslových strojů se tyto komponenty používají k pohonu lisů, vstřikovacích lisů a automatizovaných montážních zařízení, které poskytují přesnou sílu potřebnou pro těžkou výrobu. Stavební zařízení, jako jsou rypadla, nakladače a jeřáby, se při ovládání masivních válců a motorů v drsných abrazivních podmínkách do značné míry spoléhají na tyto robustní linky. Kromě toho jsou nezbytné v mobilních hydraulických systémech zemědělských traktorů, lesní techniky a komunálních užitkových vozidel, kde je flexibilita, životnost a odolnost vůči vlivům prostředí naprosto zásadní pro každodenní provoz.
Grandflex DIN EN853 1SN / SAE 100R1AT představuje vysoce zkonstruované řešení pro náročný přenos síly kapalin, kombinující oleji odolnou vnitřní trubici ze syntetické pryže, robustní jednoduchý oplet z vysokopevnostního ocelového drátu a odolný kryt odolný vůči povětrnostním vlivům a oleji, který poskytuje spolehlivý výkon napříč průmyslovými stroji, stavebními zařízeními a mobilními hydraulickými systémy. Díky široké škále metrických velikostí (5,0 mm až 51,0 mm), působivým pracovním tlakům (4,0 MPa až 25,0 MPa) a přísné shodě s normami SAE 100R1AT, EN853 1SN, ISO 1436 a SAE J517 nabízí tento produkt inženýrům a odborníkům na údržbu vysoce efektivní hydraulické komponenty, všestranné, bezpečné a vysoce kvalitní.































