



























Teléfono: + 15192028938 Correo electrónico
: info@gsdrubber.com
: info@gsdrubber.com
No.237 Wannianquan Road, Qingdao Shandong China


Vistas: 0 Autor: Editor del sitio Hora de publicación: 2026-06-29 Origen: Sitio










En el complejo y altamente exigente mundo de los sistemas modernos de energía fluida, comprender los componentes fundamentales que impulsan la maquinaria es absolutamente esencial para ingenieros, profesionales de mantenimiento y operadores industriales. Entre estos componentes críticos, el La manguera hidráulica se destaca como un conducto vital que transmite energía, controla el movimiento y garantiza el funcionamiento perfecto de equipos pesados en innumerables sectores. Ya sea que se implementen en excavadoras de construcción masivas, líneas de ensamblaje de fabricación complejas o sistemas hidráulicos móviles versátiles, estas tuberías flexibles tienen la tarea de contener y dirigir fluidos presurizados de manera segura y eficiente. Para apreciar plenamente sus capacidades, es necesario profundizar en los intrincados materiales y los sofisticados procesos de producción que transforman los elastómeros y el acero en bruto en soluciones de transmisión de fluidos de alta ingeniería. Esta exploración integral iluminará los rigurosos principios de ingeniería, los avances en la ciencia de los materiales y las técnicas de fabricación necesarios para producir mangueras capaces de soportar presiones extremas, condiciones ambientales adversas y tensión mecánica continua.
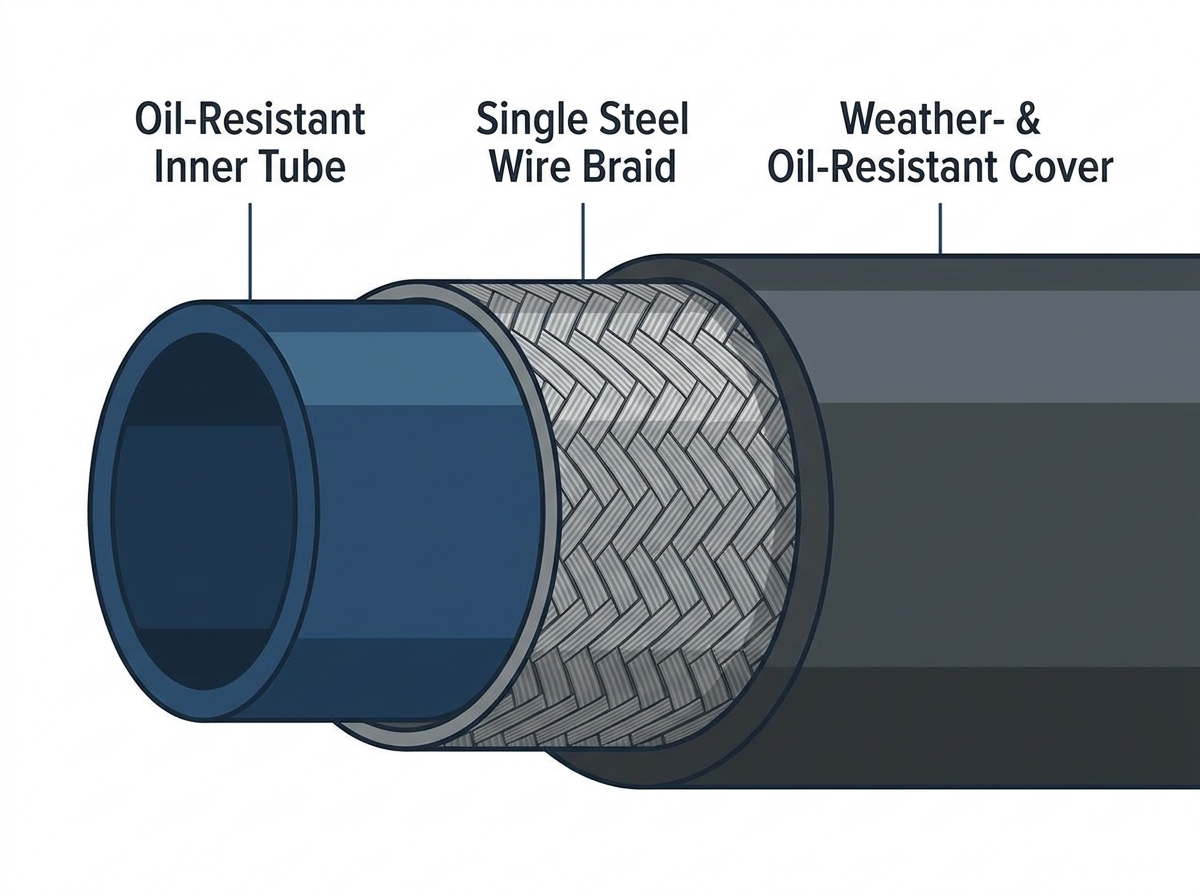
La construcción multicapa de una línea de transmisión de fluidos estándar, destacando el tubo interior, el refuerzo de alambre y la cubierta exterior protectora.
Para comprender los procesos de fabricación y la selección de materiales involucrados en la creación de un conducto de energía fluida confiable, primero es necesario comprender su anatomía estructural básica. Una manguera industrial estándar no es simplemente un simple tubo de goma; Es una estructura compuesta de múltiples capas de alta ingeniería diseñada para equilibrar la flexibilidad con una inmensa integridad estructural. La arquitectura generalmente consta de tres componentes principales: el tubo interior, la capa de refuerzo y la cubierta exterior. Cada una de estas capas cumple una función distinta e irremplazable, y los materiales específicos elegidos para cada capa dictan el rendimiento general, la compatibilidad y la longevidad del producto final.
El tubo interior es la capa más interna que entra en contacto directo con el fluido hidráulico. Su principal responsabilidad es contener el fluido sin degradarlo, hincharlo o permitir su permeación. La capa de refuerzo rodea el tubo interior y proporciona la resistencia estructural necesaria para soportar las altas presiones internas generadas por los sistemas de energía fluida. Sin esta capa crítica, el tubo interior simplemente se hincharía y explotaría bajo presión. Finalmente, la cubierta exterior actúa como la primera línea de defensa contra factores ambientales externos, protegiendo la delicada capa de refuerzo de la abrasión física, la exposición química, la radiación ultravioleta y las condiciones climáticas extremas. Juntas, estas tres capas forman una unidad cohesiva que debe funcionar perfectamente bajo tensión dinámica continua.
El tubo interior es posiblemente el componente químicamente más sensible de todo el conjunto. Debido a que está en contacto directo y constante con el fluido de la transmisión, que puede variar desde aceites a base de petróleo hasta mezclas de agua y glicol y lubricantes sintéticos, el material debe exhibir una compatibilidad química excepcional. En el caso del producto Grandflex DIN EN853 1SN / SAE 100R1AT, la cámara de aire está meticulosamente elaborada con caucho sintético resistente al aceite. Esta formulación de material específica se elige por su capacidad para mantener la integridad estructural y la estabilidad dimensional incluso cuando se expone a fluidos hidráulicos agresivos a base de petróleo a temperaturas elevadas.
Si se utilizara un material incompatible para el tubo interior, el fluido hidráulico podría hacer que la goma se hinche, se ablande o se vuelva quebradiza. La hinchazón reduce el diámetro interno del conducto, lo que restringe el flujo de fluido y provoca caídas de presión que afectan negativamente la eficiencia del sistema. La fragilidad, por otro lado, puede provocar microfisuras, lo que eventualmente permite que el fluido presurizado se filtre en la capa de refuerzo, comprometiendo toda la estructura. Por lo tanto, la composición del caucho sintético utilizado en la cámara de aire es un área altamente especializada de la ciencia de los materiales, que requiere mezclas precisas de polímeros, plastificantes y agentes de curado para lograr el equilibrio perfecto entre flexibilidad, impermeabilidad y resistencia al aceite.
Si bien el tubo interior contiene el fluido, la capa de refuerzo es la que realmente mantiene la presión. El tipo, cantidad y configuración del material de refuerzo determinan directamente la presión de trabajo y la presión de rotura del conjunto. Para aplicaciones hidráulicas de alta presión, el alambre de acero de alta resistencia es el estándar de la industria. El Grandflex DIN EN853 1SN / SAE 100R1AT utiliza una sola trenza de alambre de acero de alta resistencia para su refuerzo. Esta configuración de trenza de un solo cable proporciona un excelente equilibrio entre contención de presión y flexibilidad mecánica.
El alambre de acero utilizado en estas aplicaciones no es acero estructural estándar; está especialmente estirado y tratado para lograr una extraordinaria resistencia a la tracción. Durante el proceso de fabricación, se tejen múltiples hebras de este alambre de alta resistencia en un patrón entrecruzado preciso sobre el tubo interior. Esta estructura trenzada permite que el conjunto se expanda ligeramente bajo picos de presión (actuando como un amortiguador) al tiempo que previene fallas catastróficas. El ángulo de la trenza es un parámetro de ingeniería crítico; debe calcularse perfectamente para garantizar que la manguera no se alargue ni se contraiga excesivamente cuando está presurizada. Una sola trenza de alambre de acero de alta resistencia es particularmente adecuada para maquinaria industrial y sistemas hidráulicos móviles donde se requiere una combinación de alta presión y flexibilidad moderada.
La cubierta exterior es el escudo protector que garantiza la longevidad de los componentes internos. Incluso si el tubo interior y la capa de refuerzo están perfectamente diseñados, el conjunto fallará prematuramente si la cubierta exterior no puede soportar el entorno operativo. En entornos industriales y de construcción, estos componentes están sujetos habitualmente a una abrasión severa por el roce contra el chasis de la maquinaria, la exposición a la luz solar intensa y la contaminación por derrames de aceites, grasas y productos químicos industriales.
Para combatir estos riesgos medioambientales, el Grandflex DIN EN853 1SN / SAE 100R1AT está equipado con una cubierta hecha de caucho sintético resistente a la intemperie y al aceite. Este compuesto de elastómero especializado está formulado para resistir la degradación causada por la luz ultravioleta (UV) y el ozono, que pueden causar que el caucho estándar se agriete y se deteriore con el tiempo. Además, sus propiedades resistentes al aceite garantizan que los derrames o fugas accidentales de la maquinaria adyacente no comprometan la integridad estructural de la cubierta. Al mantener una barrera robusta contra amenazas externas, la cubierta de caucho sintético resistente a la intemperie y al aceite protege el alambre de acero de alta resistencia subyacente contra el óxido y los daños mecánicos, extendiendo así significativamente la vida útil operativa de todo el conjunto.
La transformación de caucho sintético en bruto y alambre de acero de alta resistencia a la tracción en una línea de transmisión de fluidos terminada y de alto rendimiento es un proceso de fabricación complejo y de varias etapas. Requiere maquinaria de última generación, estrictos protocolos de control de calidad y una gestión medioambiental precisa. El proceso de producción generalmente se puede dividir en varias fases clave: preparación del compuesto, extrusión del tubo interior, aplicación de refuerzo, extrusión de la cubierta exterior, vulcanización y prueba final. Cada paso debe ejecutarse con precisión exacta para garantizar que el producto final cumpla con rigurosos estándares internacionales.
El proceso de fabricación comienza en el departamento de mezcla, donde se preparan las materias primas para los compuestos de caucho sintético. Los elastómeros en bruto se combinan con varios aditivos, incluido negro de carbón (para mayor resistencia y resistencia a los rayos UV), plastificantes (para flexibilidad), antioxidantes (para prevenir el envejecimiento) y agentes de curado (como azufre o peróxidos). Estos ingredientes se pesan con precisión y se introducen en enormes mezcladores internos, como los mezcladores Banbury, que utilizan una inmensa fuerza mecánica y calor para mezclar los materiales en un compuesto homogéneo. La mezcla de caucho resultante luego se muele en láminas o tiras continuas, listas para ser alimentadas a la maquinaria de extrusión. Para la cámara de aire resistente al aceite y la cubierta exterior resistente a la intemperie se preparan compuestos distintos y separados, ya que sus requisitos de rendimiento difieren significativamente.
El primer paso de formación física es la creación de la cámara de aire. Esto se logra utilizando una máquina especializada llamada extrusora. El compuesto de caucho sintético preparado se introduce en la extrusora, donde un tornillo giratorio fuerza el material a través de un cilindro calentado. El calor y la presión ablandan el caucho, haciéndolo flexible. Al final del cilindro, el caucho pasa a través de un troquel mecanizado con precisión y un mandril central. El mandril determina el diámetro interno del tubo, mientras que la matriz determina el diámetro exterior y el espesor de la pared.
Para Grandflex DIN EN853 1SN / SAE 100R1AT, este proceso de extrusión debe controlarse estrictamente para producir tubos interiores que eventualmente se adaptarán a tamaños métricos que van desde 5,0 mm a 51,0 mm (equivalente a 3/16 de pulgada a 2 pulgadas). A medida que el tubo de caucho no vulcanizado caliente sale de la extrusora, normalmente se enfría en un baño de agua para estabilizar sus dimensiones. En esta etapa, el caucho todavía está relativamente blando y sin curar, lo que significa que debe manipularse con cuidado para evitar deformaciones antes de aplicar la capa de refuerzo.
Una vez que el tubo interior ha sido extruido y estabilizado, pasa al departamento de trenzado. Aquí es donde se aplica el crítico alambre de acero de alta resistencia. El tubo interior pasa a través del centro de una enorme máquina trenzadora, que consta de múltiples soportes que sostienen carretes de fino alambre de acero. Estos transportadores se mueven en trayectorias circulares complejas que se cruzan, tejiendo los hilos de alambre sobre la superficie del tubo interior en un patrón continuo y preciso.
Para un producto que presenta una sola trenza de alambre de acero de alta resistencia, la máquina está calibrada para colocar el alambre en un ángulo específico, generalmente alrededor de 54 grados, 44 minutos, conocido como ángulo neutro. El trenzado en este ángulo exacto garantiza que cuando el conjunto se somete a presión interna, las fuerzas que intentan expandir el diámetro y las fuerzas que intentan alargar la estructura estén perfectamente equilibradas, lo que resulta en un cambio dimensional mínimo. La tensión de cada cable individual debe controlarse estrictamente durante este proceso; Si la tensión es desigual, la trenza resultante se verá comprometida, lo que provocará puntos débiles y posibles fallas por explosión en el campo.
Con el refuerzo de alambre de acero firmemente colocado, el conjunto semiacabado se dirige a una segunda línea de extrusión para la aplicación de la cubierta exterior. El proceso es similar a la extrusión del tubo interior, pero el tamaño del troquel se adapta al diámetro mayor de la estructura reforzada. El compuesto de caucho sintético resistente a la intemperie y al aceite se calienta y se aplica sobre la trenza de alambre, creando una cubierta exterior protectora sin costuras.
Durante esta etapa, es crucial lograr una excelente adhesión entre la cubierta exterior y el refuerzo de alambre de acero. En algunos procesos de fabricación, se aplica una fina capa de adhesivo o un agente adhesivo especializado sobre la trenza de alambre antes de extruir la cubierta exterior. Esto asegura que las capas no se deslaminen ni se separen cuando el conjunto se somete a flexión severa o tensión mecánica durante la operación. El grosor de la cubierta exterior también se controla cuidadosamente para proporcionar una protección adecuada sin añadir peso ni rigidez innecesarios.
En este punto del proceso de producción, el conjunto tiene su forma y estructura definitivas, pero el caucho sintético aún no está curado. Para lograr sus propiedades físicas finales, como elasticidad, resistencia a la tracción y resistencia al calor y a los productos químicos, el caucho debe someterse a vulcanización. La vulcanización es un proceso químico que entrecruza las cadenas de polímero dentro del caucho, transformándolo de una sustancia suave y pegajosa en un elastómero duradero y resistente.
Los conjuntos no vulcanizados generalmente se envuelven firmemente en una cinta de nailon o plomo para mantener su forma y consolidar las capas, y luego se colocan en enormes autoclaves industriales. Se introduce vapor a alta presión en el autoclave, sometiendo los productos a temperaturas y presiones precisas durante un período específico. El calor activa los agentes químicos de curado dentro de los compuestos de caucho, provocando que se produzca la reacción de reticulación. Una vez que se completa el ciclo de vulcanización, se retiran los conjuntos del autoclave y se quita la cinta envolvente, dejando atrás el acabado texturizado característico que se ve a menudo en las líneas de transmisión de fluidos industriales.
Los rigurosos materiales y procesos de producción descritos anteriormente están diseñados para producir un producto que cumpla con especificaciones de ingeniería exactas. Comprender estas especificaciones es fundamental para seleccionar el componente correcto para una aplicación determinada. El Grandflex DIN EN853 1SN / SAE 100R1AT sirve como un excelente caso de estudio para analizar estas métricas de rendimiento vitales.
El tamaño es la especificación más fundamental. El diámetro interno determina el volumen y la velocidad del fluido que se puede transmitir. El producto Grandflex está disponible en una amplia gama de tamaños métricos, específicamente de 5,0 mm a 51,0 mm, lo que corresponde a tamaños imperiales de 3/16 de pulgada a 2 pulgadas. Esta amplia gama de tamaños garantiza que los ingenieros puedan seleccionar el diámetro adecuado para minimizar las caídas de presión y evitar una velocidad excesiva del fluido, que puede causar generación de calor e ineficiencia del sistema.
Los índices de presión son la prueba definitiva de la integridad de la capa de refuerzo. Hay dos métricas de presión principales a considerar: presión de trabajo y presión de estallido. La presión de trabajo es la presión continua máxima bajo la cual el sistema debe operar durante condiciones normales. Para Grandflex DIN EN853 1SN / SAE 100R1AT, la presión de trabajo varía de 4,0 Mpa a 25,0 Mpa (equivalente a 580 Psi a 3625 Psi), dependiendo del tamaño específico del conjunto. Los diámetros más pequeños generalmente soportan presiones más altas que los diámetros más grandes debido a la física de la tensión circular.
La presión de estallido es una métrica de seguridad; representa la presión mínima absoluta a la que se espera que ocurra una falla catastrófica (ruptura) en un entorno de laboratorio. Los estándares de la industria generalmente requieren que la presión de estallido sea al menos cuatro veces la presión máxima de trabajo, lo que proporciona un factor de seguridad de 4:1. La presión de estallido de este producto Grandflex específico varía impresionantemente entre 16 Mpa y 100 Mpa, según el tamaño, lo que garantiza un margen de seguridad sólido contra picos de presión inesperados o golpes hidráulicos.

En los sistemas hidráulicos móviles y la maquinaria industrial compacta, la flexibilidad y el peso son consideraciones críticas. El radio de curvatura indica la curva más cerrada en la que se puede doblar el conjunto sin torcerse, dañar el refuerzo de alambre o restringir el flujo de fluido. El producto Grandflex ofrece un radio de curvatura que oscila entre 90 mm y 630 mm, según el tamaño. Esta flexibilidad permite un recorrido más fácil a través de compartimentos de motor estrechos y varillajes mecánicos complejos.
El peso también es un factor, particularmente en equipos móviles donde el peso total del vehículo afecta la eficiencia del combustible y el rendimiento. Debido a su eficiente construcción trenzada de un solo alambre, el peso de este producto oscila entre 0,20 Kg/m y 2,00 Kg/m, dependiendo del tamaño. Esto proporciona una solución relativamente liviana sin sacrificar las capacidades necesarias de contención de presión.
Debido a que los sistemas de energía hidráulica operan bajo presiones extremas, la seguridad y la confiabilidad son primordiales. Para garantizar la coherencia y la seguridad en todo el mercado global, las organizaciones internacionales de normalización han establecido criterios rigurosos de prueba y rendimiento. Se debe fabricar un producto de alta calidad para cumplir o superar estos estándares establecidos.
El Grandflex DIN EN853 1SN / SAE 100R1AT está diseñado para cumplir totalmente con varios puntos de referencia críticos de la industria. Cumple con los requisitos de la norma SAE 100R1AT, establecida por la Sociedad de Ingenieros Automotrices y dicta las dimensiones, el rendimiento y los procedimientos de prueba para productos reforzados con trenza de un solo cable. Además, cumple con la norma EN853 1SN, una norma europea que especifica criterios rigurosos similares. Además de estas designaciones principales, el producto también cumple con las especificaciones ISO 1436 y SAE J517, lo que garantiza la compatibilidad global y brinda a los ingenieros la confianza de que el componente funcionará de manera confiable en entornos exigentes.
La combinación específica de un tubo interior resistente al aceite, una sola trenza de alambre de acero de alta resistencia y una cubierta de caucho sintético resistente a la intemperie y al aceite hace que este tipo de producto sea increíblemente versátil. Su construcción robusta permite su implementación en un amplio espectro de industrias exigentes.
Uno de los principales casos de uso es en aplicaciones hidráulicas de alta presión, donde la transmisión de fluidos confiable no es negociable. En el ámbito de la maquinaria industrial, estos componentes se utilizan para accionar prensas, máquinas de moldeo por inyección y equipos de ensamblaje automatizados, proporcionando la fuerza precisa necesaria para la fabricación pesada. Los equipos de construcción, como excavadoras, cargadoras y grúas, dependen en gran medida de estas robustas líneas para accionar enormes cilindros y motores en condiciones duras y abrasivas. Además, son esenciales en los sistemas hidráulicos móviles que se encuentran en tractores agrícolas, equipos forestales y vehículos utilitarios municipales, donde la flexibilidad, la durabilidad y la resistencia a la exposición ambiental son absolutamente críticas para las operaciones diarias.
Grandflex DIN EN853 1SN / SAE 100R1AT representa una solución de alta ingeniería para la exigente transmisión de potencia fluida, que combina un tubo interior de caucho sintético resistente al aceite, una robusta trenza única de alambre de acero de alta resistencia y una cubierta duradera resistente a la intemperie y al aceite para ofrecer un rendimiento confiable en maquinaria industrial, equipos de construcción y sistemas hidráulicos móviles. Con su amplia gama de tamaños métricos (5,0 mm a 51,0 mm), impresionantes presiones de trabajo (4,0 Mpa a 25,0 Mpa) y estricto cumplimiento de las normas SAE 100R1AT, EN853 1SN, ISO 1436 y SAE J517, este producto ofrece a ingenieros y profesionales de mantenimiento un componente versátil y de alta calidad perfectamente adecuado para aplicaciones hidráulicas de alta presión seguras y eficientes.



