Dilihat: 0 Penulis: Editor Situs Waktu Publikasi: 29-06-2026 Asal: Lokasi
Dalam dunia sistem tenaga fluida modern yang kompleks dan sangat menuntut, memahami komponen dasar yang menggerakkan mesin sangatlah penting bagi para insinyur, profesional pemeliharaan, dan operator industri. Di antara komponen penting tersebut adalah Selang Hidraulik menonjol sebagai saluran penting yang menyalurkan energi, mengontrol pergerakan, dan memastikan kelancaran pengoperasian peralatan tugas berat di banyak sektor. Baik digunakan pada ekskavator konstruksi besar, jalur perakitan manufaktur yang rumit, atau sistem hidraulik bergerak serbaguna, saluran pipa fleksibel ini bertugas menampung dan mengarahkan cairan bertekanan dengan aman dan efisien. Untuk sepenuhnya mengapresiasi kemampuannya, kita harus mempelajari secara mendalam material rumit dan proses produksi canggih yang mengubah elastomer mentah dan baja menjadi solusi transmisi fluida yang direkayasa tinggi. Eksplorasi komprehensif ini akan menjelaskan prinsip-prinsip teknik yang ketat, kemajuan ilmu material, dan teknik manufaktur yang diperlukan untuk menghasilkan selang yang mampu menahan tekanan ekstrem, kondisi lingkungan yang keras, dan tekanan mekanis yang terus menerus.
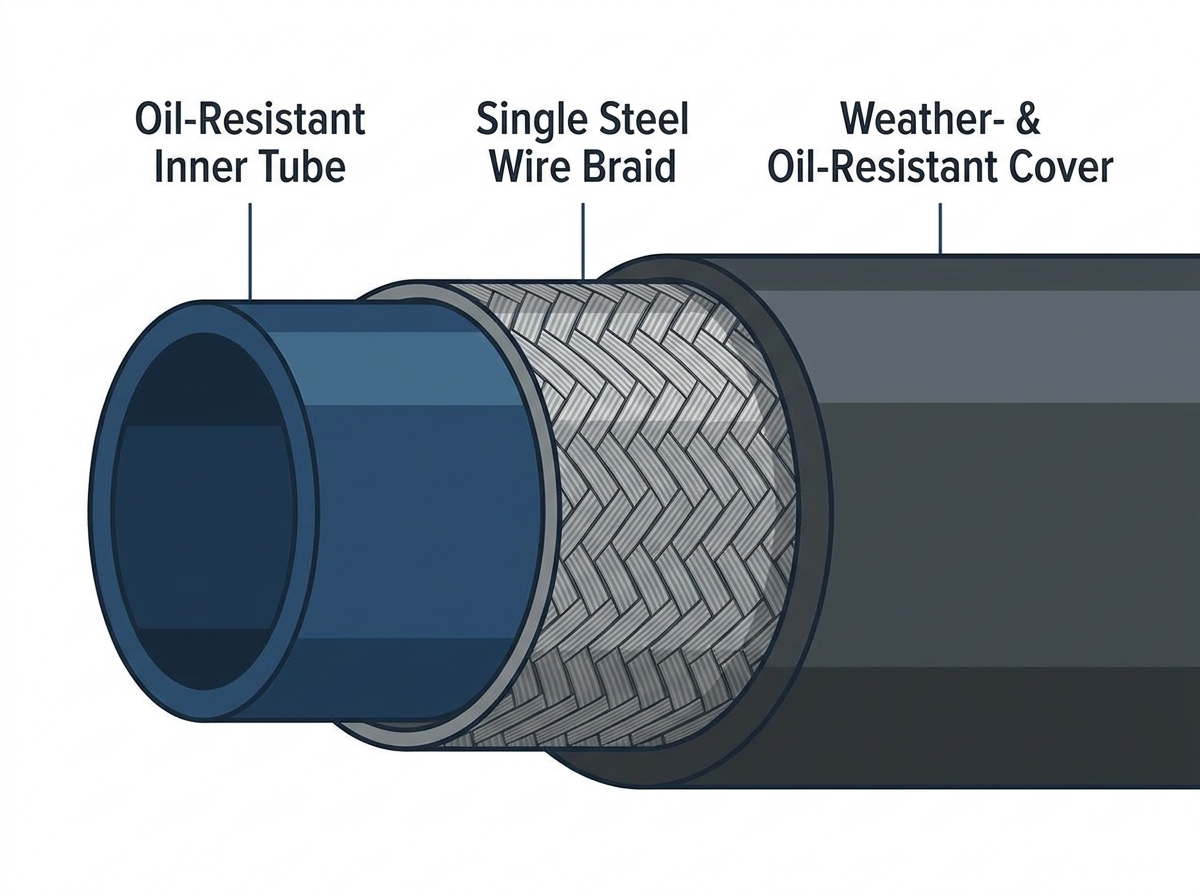
Konstruksi berlapis-lapis dari saluran transmisi fluida standar, menyoroti ban dalam, penguat kawat, dan penutup luar pelindung.
Untuk memahami proses manufaktur dan pemilihan material yang terlibat dalam pembuatan saluran tenaga fluida yang andal, pertama-tama perlu memahami anatomi struktural dasarnya. Selang industri standar bukan sekadar tabung karet sederhana; ini adalah struktur komposit berlapis-lapis yang dirancang untuk menyeimbangkan fleksibilitas dengan integritas struktural yang luar biasa. Arsitektur umumnya terdiri dari tiga komponen utama: ban dalam, lapisan penguat, dan penutup luar. Masing-masing lapisan ini memiliki fungsi yang berbeda dan tidak dapat digantikan, dan bahan spesifik yang dipilih untuk setiap lapisan menentukan kinerja keseluruhan, kompatibilitas, dan umur panjang produk akhir.
Ban dalam merupakan lapisan paling dalam yang bersentuhan langsung dengan fluida hidrolik. Tanggung jawab utamanya adalah menampung cairan tanpa menurunkan, membengkak, atau memungkinkan perembesan. Lapisan penguat mengelilingi ban dalam dan memberikan kekuatan struktural yang diperlukan untuk menahan tekanan internal tinggi yang dihasilkan oleh sistem tenaga fluida. Tanpa lapisan kritis ini, ban dalam akan menggelembung dan pecah karena tekanan. Terakhir, penutup luar bertindak sebagai garis pertahanan pertama terhadap faktor lingkungan eksternal, melindungi lapisan penguat halus dari abrasi fisik, paparan bahan kimia, radiasi ultraviolet, dan kondisi cuaca ekstrem. Bersama-sama, ketiga lapisan ini membentuk unit kohesif yang harus bekerja sempurna di bawah tekanan dinamis yang berkelanjutan.
Ban dalam bisa dibilang merupakan komponen yang paling sensitif secara kimiawi dari keseluruhan rakitan. Karena kontak langsung dan konstan dengan cairan transmisi—yang dapat berkisar dari minyak berbahan dasar minyak bumi hingga campuran air-glikol dan pelumas sintetis—bahan tersebut harus menunjukkan kompatibilitas kimia yang luar biasa. Untuk produk Grandflex DIN EN853 1SN / SAE 100R1AT, ban dalam dibuat dengan cermat dari karet sintetis tahan minyak. Formulasi material khusus ini dipilih karena kemampuannya menjaga integritas struktural dan stabilitas dimensi bahkan ketika terkena cairan hidrolik berbasis minyak bumi yang agresif pada suhu tinggi.
Jika bahan yang tidak kompatibel digunakan untuk ban dalam, cairan hidrolik dapat menyebabkan karet membengkak, melunak, atau menjadi rapuh. Pembengkakan mengurangi diameter bagian dalam saluran, membatasi aliran fluida dan menyebabkan penurunan tekanan yang berdampak negatif pada efisiensi sistem. Sebaliknya, kerapuhan dapat menyebabkan keretakan mikro, yang pada akhirnya memungkinkan cairan bertekanan meresap ke dalam lapisan penguat, sehingga merusak seluruh struktur. Oleh karena itu, peracikan karet sintetis yang digunakan pada ban dalam merupakan bidang ilmu material yang sangat terspesialisasi, yang memerlukan campuran polimer, bahan pemlastis, dan bahan pengawet yang tepat untuk mencapai keseimbangan sempurna antara fleksibilitas, impermeabilitas, dan ketahanan terhadap minyak.
Meskipun ban dalam berisi cairan, lapisan penguatlah yang sebenarnya menahan tekanan. Jenis, jumlah, dan konfigurasi bahan penguat secara langsung menentukan tekanan kerja dan peringkat tekanan ledakan pada rakitan. Untuk aplikasi hidrolik bertekanan tinggi, kawat baja tarik tinggi adalah standar industri. Grandflex DIN EN853 1SN / SAE 100R1AT menggunakan jalinan tunggal kawat baja berkekuatan tarik tinggi sebagai penguatnya. Konfigurasi jalinan kawat tunggal ini memberikan keseimbangan yang sangat baik antara penahanan tekanan dan fleksibilitas mekanis.
Kawat baja yang digunakan dalam aplikasi ini bukanlah baja struktural standar; itu ditarik dan diperlakukan secara khusus untuk mencapai kekuatan tarik yang luar biasa. Selama proses pembuatan, beberapa helai kawat berkekuatan tarik tinggi ini dijalin bersama dalam pola saling silang yang tepat di atas ban dalam. Struktur yang dikepang ini memungkinkan rakitan untuk mengembang sedikit di bawah lonjakan tekanan (bertindak sebagai peredam kejut) sekaligus mencegah kegagalan besar. Sudut jalinan merupakan parameter teknik yang penting; itu harus dihitung dengan sempurna untuk memastikan selang tidak memanjang atau berkontraksi secara berlebihan saat diberi tekanan. Jalinan tunggal kawat baja berkekuatan tarik tinggi sangat cocok untuk mesin industri dan sistem hidraulik bergerak yang memerlukan kombinasi tekanan tinggi dan fleksibilitas sedang.
Penutup luar adalah pelindung yang menjamin umur panjang komponen internal. Sekalipun ban dalam dan lapisan penguat dirancang dengan sempurna, perakitan akan gagal sebelum waktunya jika penutup luar tidak tahan terhadap lingkungan pengoperasian. Dalam lingkungan industri dan konstruksi, komponen-komponen ini secara rutin mengalami abrasi parah akibat gesekan dengan sasis mesin, paparan sinar matahari yang terik, dan kontaminasi dari tumpahan minyak, gemuk, dan bahan kimia industri.
Untuk mengatasi bahaya lingkungan ini, Grandflex DIN EN853 1SN / SAE 100R1AT dilengkapi dengan penutup yang terbuat dari karet sintetis tahan cuaca dan minyak. Senyawa elastomer khusus ini diformulasikan untuk menahan degradasi dari sinar ultraviolet (UV) dan ozon, yang dapat menyebabkan karet standar retak dan rusak seiring berjalannya waktu. Selain itu, sifat tahan minyaknya memastikan bahwa tumpahan atau kebocoran yang tidak disengaja dari mesin di dekatnya tidak mengganggu integritas struktural penutupnya. Dengan mempertahankan penghalang yang kuat terhadap ancaman eksternal, penutup karet sintetis yang tahan cuaca dan minyak melindungi kawat baja berkekuatan tarik tinggi di bawahnya dari karat dan kerusakan mekanis, sehingga secara signifikan memperpanjang umur operasional seluruh unit.
Transformasi karet sintetis mentah dan kawat baja berkekuatan tarik tinggi menjadi saluran transmisi fluida berperforma tinggi yang sudah jadi merupakan proses manufaktur multi-tahap yang kompleks. Hal ini memerlukan mesin canggih, protokol kendali mutu yang ketat, dan pengelolaan lingkungan yang tepat. Proses produksi secara umum dapat dibagi menjadi beberapa tahapan utama: persiapan kompon, ekstrusi ban dalam, penerapan penguatan, ekstrusi penutup luar, vulkanisasi, dan pengujian akhir. Setiap langkah harus dilaksanakan dengan ketelitian yang tinggi untuk memastikan produk akhir memenuhi standar internasional yang ketat.
Perjalanan produksi dimulai di bagian pencampuran, dimana bahan baku kompon karet sintetis disiapkan. Elastomer mentah dikombinasikan dengan berbagai bahan tambahan, termasuk karbon hitam (untuk kekuatan dan ketahanan terhadap sinar UV), bahan pemlastis (untuk fleksibilitas), antioksidan (untuk mencegah penuaan), dan bahan pengawet (seperti belerang atau peroksida). Bahan-bahan ini ditimbang secara tepat dan dimasukkan ke dalam pencampur internal yang besar, seperti pencampur Banbury, yang menggunakan kekuatan mekanik dan panas yang sangat besar untuk mencampurkan bahan-bahan menjadi senyawa homogen. Campuran karet yang dihasilkan kemudian digiling menjadi lembaran atau strip kontinu, siap untuk dimasukkan ke dalam mesin ekstrusi. Senyawa terpisah dan berbeda disiapkan untuk ban dalam yang tahan minyak dan penutup luar yang tahan cuaca, karena persyaratan kinerjanya berbeda secara signifikan.
Langkah pembentukan fisik yang pertama adalah pembuatan ban dalam. Hal ini dilakukan dengan menggunakan mesin khusus yang disebut extruder. Kompon karet sintetis yang telah disiapkan dimasukkan ke dalam ekstruder, di mana sekrup yang berputar memaksa material melewati tong yang dipanaskan. Panas dan tekanan melunakkan karet sehingga menjadi lentur. Di ujung laras, karet dimasukkan melalui cetakan mesin presisi dan mandrel tengah. Mandrel menentukan diameter dalam tabung, sedangkan cetakan menentukan diameter luar dan ketebalan dinding.
Untuk Grandflex DIN EN853 1SN / SAE 100R1AT, proses ekstrusi ini harus dikontrol dengan ketat untuk menghasilkan ban dalam yang pada akhirnya akan mengakomodasi ukuran metrik mulai dari 5,0 mm hingga 51,0 mm (setara dengan 3/16 inci hingga 2 inci). Saat tabung karet panas yang tidak divulkanisasi keluar dari ekstruder, biasanya didinginkan dalam penangas air untuk menstabilkan dimensinya. Pada tahap ini, karet masih relatif lunak dan belum diawetkan sehingga harus ditangani dengan hati-hati untuk mencegah deformasi sebelum diterapkan lapisan penguat.
Setelah ban dalam diekstrusi dan distabilkan, ban tersebut dipindahkan ke bagian jalinan. Di sinilah kawat baja tegangan tinggi yang kritis diterapkan. Ban dalam dilewatkan melalui bagian tengah mesin pengepang besar, yang terdiri dari beberapa pembawa yang memegang gulungan kawat baja halus. Pembawa ini bergerak dalam jalur melingkar yang rumit dan berpotongan, menjalin untaian kawat di atas permukaan ban dalam dengan pola yang presisi dan berkesinambungan.
Untuk produk yang memiliki jalinan tunggal kawat baja berkekuatan tarik tinggi, mesin dikalibrasi untuk meletakkan kawat pada sudut tertentu—biasanya sekitar 54 derajat, 44 menit, yang dikenal sebagai sudut netral. Mengepang pada sudut yang tepat ini memastikan bahwa ketika rakitan terkena tekanan internal, gaya yang mencoba memperluas diameter dan gaya yang mencoba memanjangkan struktur akan seimbang sempurna, sehingga menghasilkan perubahan dimensi yang minimal. Ketegangan masing-masing kawat harus dipantau secara ketat selama proses ini; jika tegangannya tidak merata, jalinan yang dihasilkan akan terganggu, menyebabkan titik lemah dan potensi kegagalan ledakan di lapangan.
Dengan tulangan kawat baja terpasang dengan aman, rakitan setengah jadi diarahkan ke jalur ekstrusi kedua untuk penerapan penutup luar. Prosesnya mirip dengan ekstrusi ban dalam, namun cetakannya berukuran untuk mengakomodasi diameter yang lebih besar dari struktur yang diperkuat. Kompon karet sintetis yang tahan cuaca dan minyak dipanaskan dan dipaksakan melewati jalinan kawat, sehingga menciptakan jaket luar yang mulus dan protektif.
Pada tahap ini, sangat penting untuk mencapai daya rekat yang sangat baik antara penutup luar dan tulangan kawat baja. Dalam beberapa proses manufaktur, lapisan tipis perekat atau bahan pengikat khusus diaplikasikan pada jalinan kawat sebelum penutup luar diekstrusi. Hal ini memastikan bahwa lapisan tidak mengalami delaminasi atau terpisah ketika rakitan mengalami tekanan mekanis atau pembengkokan yang parah selama pengoperasian. Ketebalan penutup luar juga dikontrol dengan cermat untuk memberikan perlindungan yang memadai tanpa menambah beban atau kekakuan yang tidak perlu.
Pada tahap proses produksi ini, perakitan telah mencapai bentuk dan struktur akhir, namun karet sintetis masih belum diawetkan. Untuk mencapai sifat fisik akhirnya—seperti elastisitas, kekuatan tarik, dan ketahanan terhadap panas dan bahan kimia—karet harus menjalani vulkanisasi. Vulkanisasi adalah proses kimia yang menghubungkan rantai polimer di dalam karet, mengubahnya dari bahan yang lembut dan lengket menjadi elastomer yang tahan lama dan tangguh.
Rakitan yang tidak divulkanisasi biasanya dibungkus rapat dengan nilon atau pita timah untuk mempertahankan bentuknya dan mengkonsolidasikan lapisannya, dan kemudian ditempatkan ke dalam autoklaf industri besar. Uap bertekanan tinggi dimasukkan ke dalam autoklaf, sehingga produk mengalami suhu dan tekanan yang tepat untuk jangka waktu tertentu. Panas memicu bahan pengawet kimia di dalam kompon karet, menyebabkan terjadinya reaksi ikatan silang. Setelah siklus vulkanisasi selesai, rakitan dikeluarkan dari autoklaf, dan pita pembungkusnya dilepas, meninggalkan karakteristik tekstur akhir yang sering terlihat pada saluran transmisi cairan industri.
Bahan-bahan yang ketat dan proses produksi yang dijelaskan di atas dirancang untuk menghasilkan produk yang memenuhi spesifikasi teknis yang tepat. Memahami spesifikasi ini sangat penting untuk memilih komponen yang tepat untuk aplikasi tertentu. Grandflex DIN EN853 1SN / SAE 100R1AT berfungsi sebagai studi kasus yang sangat baik untuk menganalisis metrik kinerja penting ini.
Ukuran merupakan spesifikasi yang paling mendasar. Diameter bagian dalam menentukan volume dan kecepatan fluida yang dapat ditransmisikan. Produk Grandflex tersedia dalam berbagai ukuran metrik, khususnya dari 5,0 mm hingga 51,0 mm, yang sesuai dengan ukuran imperial dari 3/16 inci hingga 2 inci. Kisaran ukuran yang luas ini memastikan bahwa para insinyur dapat memilih diameter yang sesuai untuk meminimalkan penurunan tekanan dan mencegah kecepatan fluida yang berlebihan, yang dapat menyebabkan timbulnya panas dan inefisiensi sistem.
Peringkat tekanan adalah ujian akhir integritas lapisan penguat. Ada dua metrik tekanan utama yang perlu dipertimbangkan: tekanan kerja dan tekanan ledakan. Tekanan kerja adalah tekanan kontinu maksimum yang harus dilakukan sistem selama kondisi normal. Untuk Grandflex DIN EN853 1SN / SAE 100R1AT, tekanan kerja berkisar antara 4,0 Mpa hingga 25,0 Mpa (setara dengan 580 Psi hingga 3625 Psi), tergantung pada ukuran spesifik rakitan. Diameter yang lebih kecil umumnya menangani tekanan yang lebih tinggi daripada diameter yang lebih besar karena fisika tegangan lingkaran.
Tekanan ledakan adalah metrik keamanan; ini mewakili tekanan minimum absolut di mana kegagalan besar (pecah) diperkirakan akan terjadi di lingkungan laboratorium. Standar industri biasanya mengharuskan tekanan ledakan setidaknya empat kali tekanan kerja maksimum, sehingga memberikan faktor keamanan 4:1. Tekanan ledakan untuk produk Grandflex khusus ini berkisar antara 16 Mpa hingga 100 Mpa, bergantung pada ukurannya, memastikan margin keamanan yang kuat terhadap lonjakan tekanan yang tidak terduga atau guncangan hidraulik.
Dalam sistem hidraulik bergerak dan mesin industri kompak, fleksibilitas dan bobot merupakan pertimbangan penting. Jari-jari lentur menunjukkan kurva paling rapat yang dapat dibengkokkan rakitan tanpa tertekuk, merusak tulangan kawat, atau membatasi aliran fluida. Produk Grandflex menawarkan radius lentur yang berkisar antara 90 mm hingga 630 mm, tergantung ukurannya. Fleksibilitas ini memungkinkan perutean lebih mudah melalui kompartemen engine yang sempit dan hubungan mekanis yang rumit.
Bobot juga merupakan salah satu faktornya, terutama pada peralatan bergerak karena bobot kendaraan secara keseluruhan berdampak pada efisiensi dan kinerja bahan bakar. Karena konstruksi jalinan kawat tunggal yang efisien, berat produk ini berkisar antara 0,20 Kg/m hingga 2,00 Kg/m, tergantung ukurannya. Hal ini memberikan solusi yang relatif ringan tanpa mengorbankan kemampuan penahanan tekanan yang diperlukan.
Karena sistem tenaga fluida beroperasi di bawah tekanan ekstrim, keselamatan dan keandalan adalah hal yang terpenting. Untuk memastikan konsistensi dan keamanan di pasar global, organisasi standar internasional telah menetapkan kriteria pengujian dan kinerja yang ketat. Produk berkualitas tinggi harus diproduksi untuk memenuhi atau melampaui standar yang ditetapkan.
Grandflex DIN EN853 1SN / SAE 100R1AT dirancang agar sepenuhnya sesuai dengan beberapa tolok ukur industri penting. Ini memenuhi persyaratan standar SAE 100R1AT, yang ditetapkan oleh Society of Automotive Engineers dan menentukan dimensi, kinerja, dan prosedur pengujian untuk produk yang diperkuat dengan jalinan kawat tunggal. Selain itu, produk ini mematuhi standar EN853 1SN, norma Eropa yang menetapkan kriteria ketat serupa. Selain sebutan utama ini, produk ini juga memenuhi spesifikasi ISO 1436 dan SAE J517, memastikan kompatibilitas global dan memberikan keyakinan kepada para insinyur bahwa komponen akan bekerja dengan andal di lingkungan yang menuntut.
Kombinasi spesifik dari ban dalam yang tahan minyak, jalinan tunggal kawat baja berkekuatan tarik tinggi, dan penutup karet sintetis tahan cuaca dan minyak menjadikan produk jenis ini sangat serbaguna. Konstruksinya yang kokoh memungkinkannya digunakan di berbagai industri yang menuntut.
Salah satu kasus penggunaan utama adalah dalam aplikasi hidrolik bertekanan tinggi, dimana transmisi fluida yang andal tidak dapat ditawar lagi. Dalam bidang permesinan industri, komponen-komponen ini digunakan untuk menggerakkan mesin press, mesin cetak injeksi, dan peralatan perakitan otomatis, sehingga memberikan tenaga presisi yang diperlukan untuk manufaktur berat. Peralatan konstruksi, seperti ekskavator, loader, dan derek, sangat bergantung pada jalur kuat ini untuk menggerakkan silinder dan motor besar dalam kondisi yang keras dan abrasif. Selain itu, komponen ini penting dalam sistem hidraulik bergerak yang terdapat pada traktor pertanian, peralatan kehutanan, dan kendaraan utilitas kota, yang mana fleksibilitas, daya tahan, dan ketahanan terhadap paparan lingkungan sangat penting dalam pengoperasian sehari-hari.
Grandflex DIN EN853 1SN / SAE 100R1AT mewakili solusi yang dirancang khusus untuk transmisi daya fluida yang menuntut, menggabungkan ban dalam karet sintetis tahan oli, jalinan tunggal kawat baja berkekuatan tarik tinggi yang kuat, dan penutup tahan cuaca dan oli yang tahan lama untuk menghasilkan kinerja yang andal di seluruh mesin industri, peralatan konstruksi, dan sistem hidraulik bergerak. Dengan berbagai ukuran metrik (5,0 mm hingga 51,0 mm), tekanan kerja yang mengesankan (4,0 Mpa hingga 25,0 Mpa), dan kepatuhan ketat terhadap standar SAE 100R1AT, EN853 1SN, ISO 1436, dan SAE J517, produk ini menawarkan kepada para insinyur dan profesional pemeliharaan komponen serbaguna dan berkualitas tinggi yang sangat cocok untuk aplikasi hidraulik bertekanan tinggi yang aman dan efisien.