Visualizações: 0 Autor: Editor do site Horário de publicação: 29/06/2026 Origem: Site
No mundo complexo e altamente exigente dos modernos sistemas de energia fluida, compreender os componentes fundamentais que acionam as máquinas é absolutamente essencial para engenheiros, profissionais de manutenção e operadores industriais. Entre esses componentes críticos, o A mangueira hidráulica se destaca como um conduíte vital que transmite energia, controla o movimento e garante a operação perfeita de equipamentos pesados em inúmeros setores. Sejam implantados em escavadeiras de construção maciça, linhas de montagem de fabricação complexas ou sistemas hidráulicos móveis versáteis, essas tubulações flexíveis têm a tarefa de conter e direcionar fluidos pressurizados com segurança e eficiência. Para apreciar plenamente suas capacidades, é necessário aprofundar-se nos materiais intrincados e nos processos de produção sofisticados que transformam elastômeros brutos e aço em soluções de transmissão de fluidos altamente projetadas. Esta exploração abrangente irá iluminar os rigorosos princípios de engenharia, os avanços da ciência dos materiais e as técnicas de fabricação necessárias para produzir mangueiras capazes de suportar pressões extremas, condições ambientais adversas e estresse mecânico contínuo.
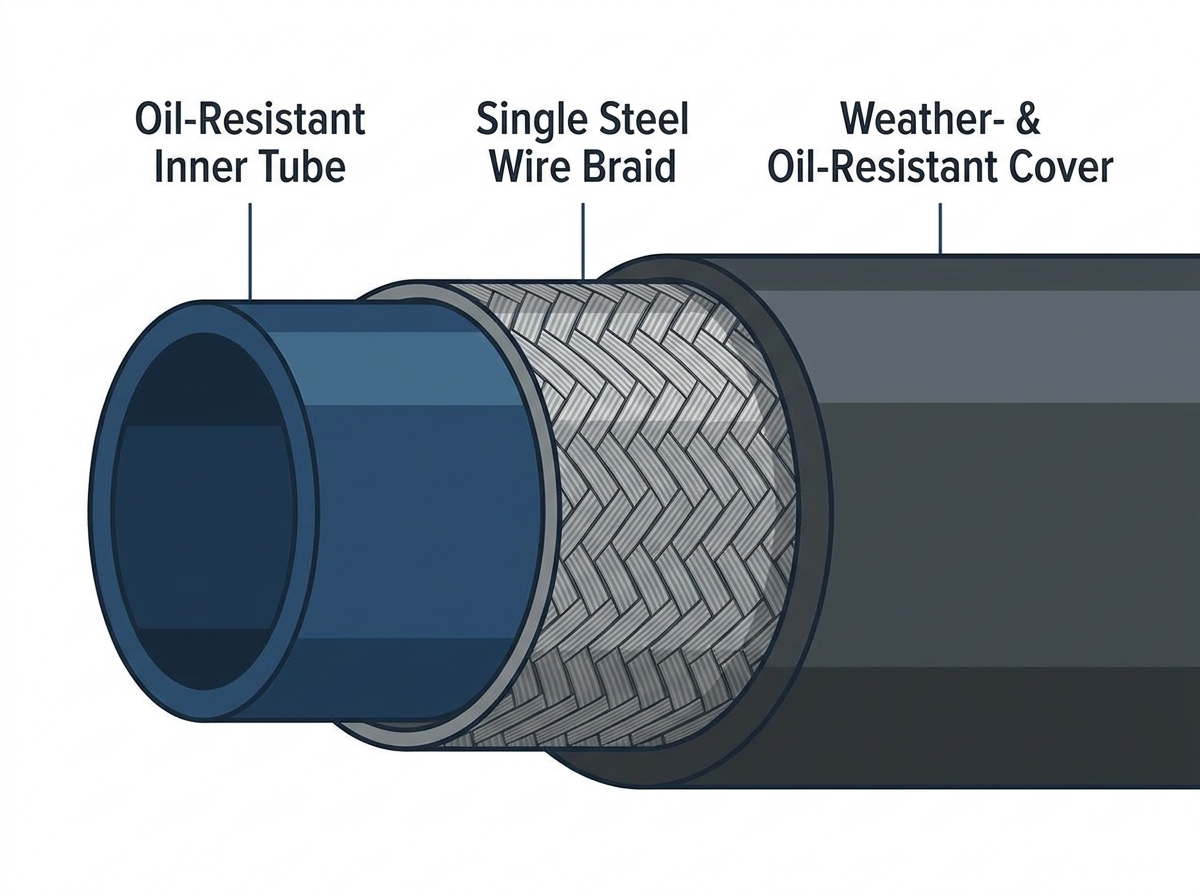
A construção multicamadas de uma linha de transmissão de fluido padrão, destacando o tubo interno, o reforço do fio e a tampa externa protetora.
Para compreender os processos de fabricação e a seleção de materiais envolvidos na criação de um conduíte confiável de energia fluida, primeiro é necessário compreender sua anatomia estrutural básica. Uma mangueira industrial padrão não é apenas um simples tubo de borracha; é uma estrutura composta de múltiplas camadas altamente projetada, projetada para equilibrar flexibilidade com imensa integridade estrutural. A arquitetura geralmente consiste em três componentes principais: o tubo interno, a camada de reforço e a cobertura externa. Cada uma dessas camadas desempenha uma função distinta e insubstituível, e os materiais específicos escolhidos para cada camada determinam o desempenho geral, a compatibilidade e a longevidade do produto final.
O tubo interno é a camada mais interna que entra em contato direto com o fluido hidráulico. Sua principal responsabilidade é conter o fluido sem degradar, inchar ou permitir a permeação. A camada de reforço envolve o tubo interno e fornece a resistência estrutural necessária para suportar as altas pressões internas geradas pelos sistemas de energia fluida. Sem esta camada crítica, o tubo interno simplesmente inflaria e explodiria sob pressão. Finalmente, a cobertura externa atua como a primeira linha de defesa contra fatores ambientais externos, protegendo a delicada camada de reforço contra abrasão física, exposição química, radiação ultravioleta e condições climáticas extremas. Juntas, essas três camadas formam uma unidade coesa que deve funcionar perfeitamente sob tensão dinâmica contínua.
O tubo interno é sem dúvida o componente quimicamente mais sensível de todo o conjunto. Por estar em contato constante e direto com o fluido da transmissão – que pode variar de óleos à base de petróleo a misturas de água e glicol e lubrificantes sintéticos – o material deve apresentar compatibilidade química excepcional. No caso do produto Grandflex DIN EN853 1SN / SAE 100R1AT, o tubo interno é meticulosamente fabricado em borracha sintética resistente a óleo. Esta formulação específica de material é escolhida por sua capacidade de manter a integridade estrutural e a estabilidade dimensional mesmo quando exposta a fluidos hidráulicos agressivos à base de petróleo em temperaturas elevadas.
Se um material incompatível for usado no tubo interno, o fluido hidráulico poderá fazer com que a borracha inche, amoleça ou se torne quebradiça. O inchaço reduz o diâmetro interno da passagem, restringindo o fluxo do fluido e causando quedas de pressão que impactam negativamente a eficiência do sistema. A fragilidade, por outro lado, pode levar a microfissuras, o que eventualmente permite que o fluido pressurizado penetre na camada de reforço, comprometendo toda a estrutura. Portanto, a composição da borracha sintética utilizada no tubo interno é uma área altamente especializada da ciência dos materiais, exigindo misturas precisas de polímeros, plastificantes e agentes de cura para alcançar o equilíbrio perfeito entre flexibilidade, impermeabilidade e resistência ao óleo.
Embora o tubo interno contenha o fluido, a camada de reforço é o que realmente mantém a pressão. O tipo, a quantidade e a configuração do material de reforço determinam diretamente a pressão de trabalho e as classificações de pressão de ruptura do conjunto. Para aplicações hidráulicas de alta pressão, o fio de aço de alta resistência é o padrão da indústria. O Grandflex DIN EN853 1SN / SAE 100R1AT utiliza uma única trança de fio de aço de alta resistência para seu reforço. Esta configuração trançada de fio único proporciona um excelente equilíbrio entre contenção de pressão e flexibilidade mecânica.
O fio de aço utilizado nessas aplicações não é aço estrutural padrão; é especialmente desenhado e tratado para atingir extraordinária resistência à tração. Durante o processo de fabricação, vários fios deste fio de alta resistência são entrelaçados em um padrão cruzado preciso sobre o tubo interno. Esta estrutura trançada permite que o conjunto se expanda ligeiramente sob picos de pressão (agindo como um amortecedor), evitando falhas catastróficas. O ângulo da trança é um parâmetro crítico de engenharia; deve ser calculado perfeitamente para garantir que a mangueira não se alongue nem contraia excessivamente quando pressurizada. Uma única trança de fio de aço de alta resistência é particularmente adequada para máquinas industriais e sistemas hidráulicos móveis onde é necessária uma combinação de alta pressão e flexibilidade moderada.
A tampa externa é o escudo protetor que garante a longevidade dos componentes internos. Mesmo que o tubo interno e a camada de reforço sejam perfeitamente projetados, a montagem falhará prematuramente se a tampa externa não puder suportar o ambiente operacional. Em ambientes industriais e de construção, esses componentes são rotineiramente submetidos a abrasão severa devido ao atrito contra chassis de máquinas, exposição à luz solar intensa e contaminação por derramamentos de óleos, graxas e produtos químicos industriais.
Para combater estes riscos ambientais, o Grandflex DIN EN853 1SN / SAE 100R1AT está equipado com uma cobertura feita de borracha sintética resistente às intempéries e ao óleo. Este composto de elastômero especializado é formulado para resistir à degradação da luz ultravioleta (UV) e do ozônio, que podem causar rachaduras e deterioração da borracha padrão com o tempo. Além disso, as suas propriedades resistentes ao óleo garantem que derrames ou fugas acidentais de máquinas adjacentes não comprometam a integridade estrutural da tampa. Ao manter uma barreira robusta contra ameaças externas, a cobertura de borracha sintética resistente às intempéries e ao óleo protege o fio de aço de alta resistência subjacente contra ferrugem e danos mecânicos, prolongando significativamente a vida útil operacional de todo o conjunto.
A transformação de borracha sintética bruta e fio de aço de alta resistência em uma linha de transmissão de fluido acabada e de alto desempenho é um processo de fabricação complexo e de vários estágios. Requer maquinário de última geração, protocolos rigorosos de controle de qualidade e gestão ambiental precisa. O processo de produção geralmente pode ser dividido em várias fases principais: preparação do composto, extrusão do tubo interno, aplicação de reforço, extrusão da cobertura externa, vulcanização e testes finais. Cada etapa deve ser executada com extrema precisão para garantir que o produto final atenda aos rigorosos padrões internacionais.
A jornada de fabricação começa no departamento de mistura, onde são preparadas as matérias-primas para os compostos de borracha sintética. Os elastômeros brutos são combinados com vários aditivos, incluindo negro de fumo (para resistência e resistência aos raios UV), plastificantes (para flexibilidade), antioxidantes (para prevenir o envelhecimento) e agentes de cura (como enxofre ou peróxidos). Esses ingredientes são pesados com precisão e alimentados em enormes misturadores internos, como os misturadores Banbury, que utilizam imensa força mecânica e calor para misturar os materiais em um composto homogêneo. A mistura de borracha resultante é então moída em folhas ou tiras contínuas, prontas para serem alimentadas na máquina de extrusão. Compostos separados e distintos são preparados para o tubo interno resistente a óleo e para a tampa externa resistente às intempéries, pois seus requisitos de desempenho diferem significativamente.
A primeira etapa de formação física é a criação do tubo interno. Isso é feito usando uma máquina especializada chamada extrusora. O composto de borracha sintética preparado é alimentado na extrusora, onde uma rosca rotativa força o material através de um cilindro aquecido. O calor e a pressão amolecem a borracha, tornando-a flexível. Na extremidade do cano, a borracha é forçada através de uma matriz usinada com precisão e de um mandril central. O mandril determina o diâmetro interno do tubo, enquanto a matriz determina o diâmetro externo e a espessura da parede.
Para o Grandflex DIN EN853 1SN / SAE 100R1AT, esse processo de extrusão deve ser rigorosamente controlado para produzir tubos internos que eventualmente acomodarão tamanhos métricos que variam de 5,0 mm a 51,0 mm (equivalente a 3/16 pol. a 2 pol.). À medida que o tubo de borracha quente e não vulcanizado sai da extrusora, ele normalmente é resfriado em banho-maria para estabilizar suas dimensões. Nesta fase, a borracha ainda está relativamente macia e não curada, o que significa que deve ser manuseada com cuidado para evitar deformação antes da aplicação da camada de reforço.
Depois que o tubo interno for extrudado e estabilizado, ele segue para o departamento de trançado. É aqui que o fio de aço crítico de alta resistência é aplicado. O tubo interno é passado pelo centro de uma enorme máquina de trançar, que consiste em vários transportadores que seguram carretéis de fio de aço fino. Esses transportadores se movem em trajetórias circulares complexas e que se cruzam, entrelaçando os fios de arame sobre a superfície do tubo interno em um padrão preciso e contínuo.
Para um produto com uma única trança de fio de aço de alta resistência, a máquina é calibrada para colocar o fio em um ângulo específico – normalmente em torno de 54 graus e 44 minutos, conhecido como ângulo neutro. A trança neste ângulo exato garante que quando o conjunto é submetido à pressão interna, as forças que tentam expandir o diâmetro e as forças que tentam alongar a estrutura sejam perfeitamente equilibradas, resultando em alterações dimensionais mínimas. A tensão de cada fio individual deve ser rigorosamente monitorada durante este processo; se a tensão for irregular, a trança resultante será comprometida, levando a pontos fracos e potenciais falhas de ruptura no campo.
Com o reforço de fio de aço firmemente colocado, o conjunto semiacabado é encaminhado para uma segunda linha de extrusão para aplicação da cobertura externa. O processo é semelhante ao da extrusão do tubo interno, mas a matriz é dimensionada para acomodar o diâmetro maior da estrutura reforçada. O composto de borracha sintética resistente às intempéries e ao óleo é aquecido e forçado sobre a trança de arame, criando uma capa externa protetora e sem costura.
Nesta fase é fundamental conseguir uma excelente aderência entre a cobertura exterior e o reforço do fio de aço. Em alguns processos de fabricação, uma fina camada de adesivo ou um agente de ligação especializado é aplicada sobre a trança do fio antes da extrusão da cobertura externa. Isto assegura que as camadas não se delaminam ou se separam quando o conjunto é submetido a flexão severa ou tensão mecânica durante a operação. A espessura da cobertura externa também é cuidadosamente controlada para fornecer proteção adequada sem adicionar peso ou rigidez desnecessários.
Neste ponto do processo produtivo, o conjunto tem forma e estrutura finais, mas a borracha sintética ainda não está curada. Para atingir suas propriedades físicas finais – como elasticidade, resistência à tração e resistência ao calor e a produtos químicos – a borracha deve passar por vulcanização. A vulcanização é um processo químico que reticula as cadeias poliméricas da borracha, transformando-a de uma substância macia e pegajosa em um elastômero durável e resiliente.
Os conjuntos não vulcanizados são normalmente embrulhados firmemente em fita de náilon ou chumbo para manter sua forma e consolidar as camadas e, em seguida, colocados em enormes autoclaves industriais. Vapor de alta pressão é introduzido na autoclave, submetendo os produtos a temperaturas e pressões precisas por um período especificado. O calor aciona os agentes químicos de cura dentro dos compostos de borracha, causando a ocorrência da reação de reticulação. Uma vez concluído o ciclo de vulcanização, os conjuntos são removidos da autoclave e a fita adesiva é removida, deixando para trás o acabamento texturizado característico frequentemente visto em linhas de transmissão de fluidos industriais.
Os rigorosos materiais e processos de produção descritos acima são projetados para produzir um produto que atenda às especificações exatas de engenharia. Compreender essas especificações é fundamental para selecionar o componente correto para uma determinada aplicação. O Grandflex DIN EN853 1SN/SAE 100R1AT serve como um excelente estudo de caso para analisar essas métricas vitais de desempenho.
O tamanho é a especificação mais fundamental. O diâmetro interno determina o volume e a velocidade do fluido que pode ser transmitido. O produto Grandflex está disponível em uma ampla gama de tamanhos métricos, especificamente de 5,0 mm a 51,0 mm, que corresponde a tamanhos imperiais de 3/16 a 2 polegadas. Essa ampla faixa de tamanhos garante que os engenheiros possam selecionar o diâmetro apropriado para minimizar quedas de pressão e evitar velocidade excessiva do fluido, o que pode causar geração de calor e ineficiência do sistema.
As classificações de pressão são o teste final da integridade da camada de reforço. Existem duas métricas de pressão principais a serem consideradas: pressão de trabalho e pressão de ruptura. A pressão de trabalho é a pressão contínua máxima sob a qual o sistema deve operar durante condições normais. Para o Grandflex DIN EN853 1SN / SAE 100R1AT, a pressão de trabalho varia de 4,0 Mpa a 25,0 Mpa (equivalente a 580 Psi a 3625 Psi), dependendo do tamanho específico do conjunto. Diâmetros menores geralmente suportam pressões mais altas do que diâmetros maiores devido à física da tensão circular.
A pressão de ruptura é uma métrica de segurança; representa a pressão mínima absoluta na qual se espera que ocorra uma falha catastrófica (ruptura) em um ambiente de laboratório. Os padrões da indústria normalmente exigem que a pressão de ruptura seja pelo menos quatro vezes a pressão máxima de trabalho, proporcionando um fator de segurança de 4:1. A pressão de ruptura para este produto Grandflex específico varia impressionantemente de 16 Mpa a 100 Mpa, dependendo do tamanho, garantindo uma margem de segurança robusta contra picos de pressão inesperados ou choques hidráulicos.
Em sistemas hidráulicos móveis e máquinas industriais compactas, a flexibilidade e o peso são considerações críticas. O raio de curvatura indica a curva mais estreita na qual a montagem pode ser dobrada sem dobrar, danificar o reforço do fio ou restringir o fluxo de fluido. O produto Grandflex oferece um raio de curvatura que varia de 90 mm a 630 mm, dependendo do tamanho. Essa flexibilidade permite um roteamento mais fácil através de compartimentos apertados do motor e ligações mecânicas complexas.
O peso também é um fator importante, especialmente em equipamentos móveis, onde o peso geral do veículo afeta a eficiência e o desempenho do combustível. Devido à sua eficiente construção trançada de fio único, o peso deste produto varia de 0,20 Kg/m a 2,00 Kg/m, dependendo do tamanho. Isto fornece uma solução relativamente leve sem sacrificar as capacidades necessárias de contenção de pressão.
Como os sistemas de energia fluida operam sob pressões extremas, a segurança e a confiabilidade são fundamentais. Para garantir a consistência e a segurança em todo o mercado global, as organizações internacionais de normalização estabeleceram testes rigorosos e critérios de desempenho. Um produto de alta qualidade deve ser fabricado para atender ou exceder esses padrões estabelecidos.
O Grandflex DIN EN853 1SN/SAE 100R1AT foi projetado para ser totalmente compatível com vários benchmarks críticos da indústria. Ele atende aos requisitos do padrão SAE 100R1AT, que é estabelecido pela Society of Automotive Engineers e determina as dimensões, o desempenho e os procedimentos de teste para produtos reforçados com trança de fio único. Além disso, está em conformidade com a norma EN853 1SN, uma norma europeia que especifica critérios rigorosos semelhantes. Além dessas designações primárias, o produto também atende às especificações ISO 1436 e SAE J517, garantindo compatibilidade global e proporcionando aos engenheiros a confiança de que o componente terá desempenho confiável em ambientes exigentes.
A combinação específica de um tubo interno resistente a óleo, uma única trança de fio de aço de alta resistência e uma cobertura de borracha sintética resistente a intempéries e óleo torna este tipo de produto incrivelmente versátil. Sua construção robusta permite que seja implantado em um amplo espectro de indústrias exigentes.
Um dos principais casos de uso é em aplicações hidráulicas de alta pressão, onde a transmissão confiável de fluidos não é negociável. No domínio das máquinas industriais, esses componentes são usados para acionar prensas, máquinas de moldagem por injeção e equipamentos de montagem automatizados, fornecendo a força precisa necessária para a fabricação pesada. Equipamentos de construção, como escavadeiras, carregadeiras e guindastes, dependem fortemente dessas linhas robustas para acionar cilindros e motores maciços sob condições severas e abrasivas. Além disso, são essenciais em sistemas hidráulicos móveis encontrados em tratores agrícolas, equipamentos florestais e veículos utilitários municipais, onde flexibilidade, durabilidade e resistência à exposição ambiental são absolutamente críticas para as operações diárias.
O Grandflex DIN EN853 1SN / SAE 100R1AT representa uma solução altamente projetada para transmissão de potência fluida exigente, combinando um tubo interno de borracha sintética resistente a óleo, uma trança única robusta de fio de aço de alta resistência e uma tampa durável resistente a intempéries e óleo para fornecer desempenho confiável em máquinas industriais, equipamentos de construção e sistemas hidráulicos móveis. Com sua ampla gama de tamanhos métricos (5,0 mm a 51,0 mm), pressões de trabalho impressionantes (4,0 Mpa a 25,0 Mpa) e estrita conformidade com os padrões SAE 100R1AT, EN853 1SN, ISO 1436 e SAE J517, este produto oferece aos engenheiros e profissionais de manutenção um componente versátil e de alta qualidade, perfeitamente adequado para aplicações hidráulicas de alta pressão seguras e eficientes.