Wyświetlenia: 0 Autor: Edytor witryny Czas publikacji: 2026-06-29 Pochodzenie: Strona
W złożonym i bardzo wymagającym świecie nowoczesnych systemów zasilania strumieniem cieczy zrozumienie podstawowych komponentów napędzających maszyny jest absolutnie niezbędne dla inżynierów, specjalistów ds. konserwacji i operatorów przemysłowych. Wśród tych kluczowych elementów znajdują się Wąż hydrauliczny wyróżnia się jako istotny przewód, który przenosi energię, kontroluje ruch i zapewnia bezproblemową pracę ciężkiego sprzętu w niezliczonych sektorach. Niezależnie od tego, czy są stosowane w masywnych koparkach budowlanych, skomplikowanych liniach produkcyjnych czy wszechstronnych mobilnych układach hydraulicznych, te elastyczne rurociągi mają za zadanie bezpiecznie i wydajnie gromadzić i kierować płyny pod ciśnieniem. Aby w pełni docenić ich możliwości, należy głęboko zagłębić się w skomplikowane materiały i wyrafinowane procesy produkcyjne, które przekształcają surowe elastomery i stal w zaawansowane technicznie rozwiązania do przenoszenia płynów. Ta wszechstronna eksploracja rzuci światło na rygorystyczne zasady inżynierii, postęp w materiałoznawstwie i techniki produkcyjne wymagane do wyprodukowania węży odpornych na ekstremalne ciśnienia, trudne warunki środowiskowe i ciągłe naprężenia mechaniczne.
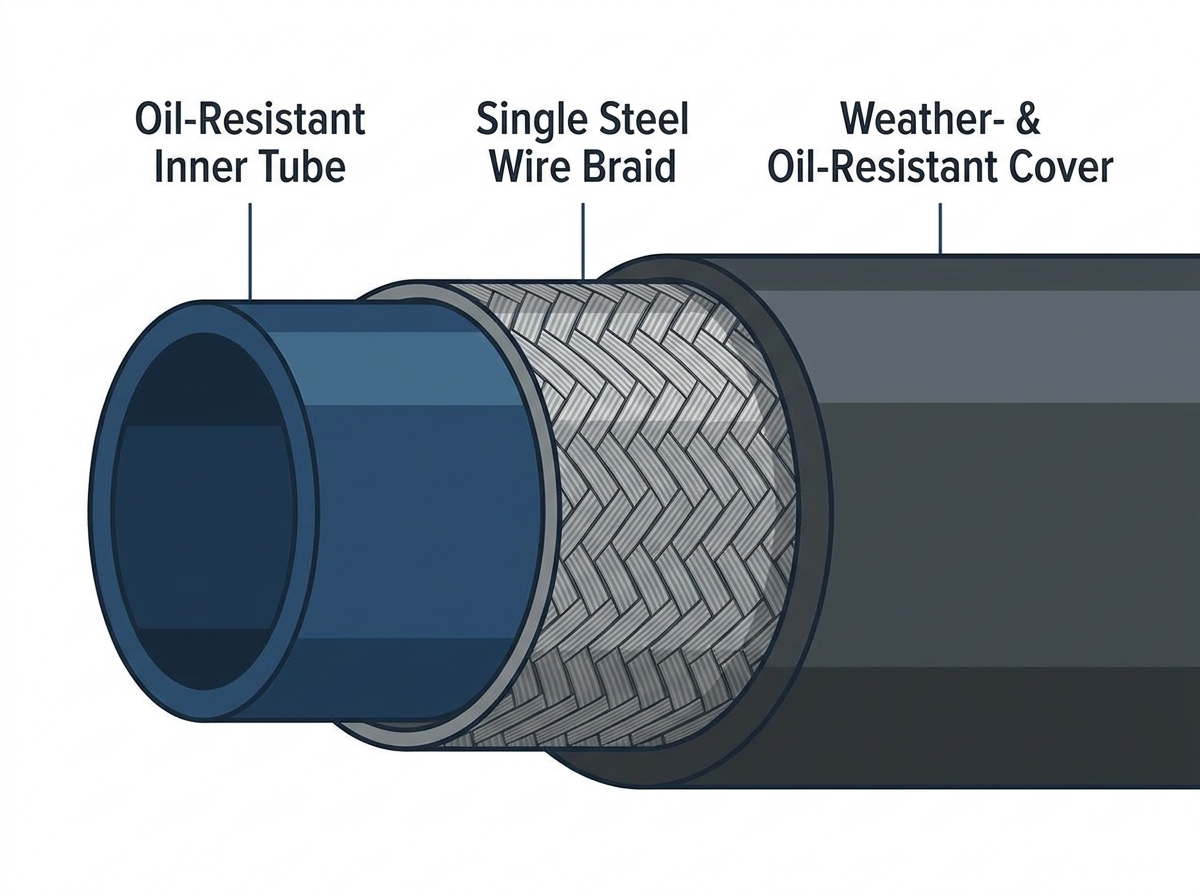
Wielowarstwowa konstrukcja standardowej linii przesyłu cieczy, podkreślająca dętkę, wzmocnienie drutem i ochronną osłonę zewnętrzną.
Aby zrozumieć procesy produkcyjne i dobór materiałów potrzebnych do stworzenia niezawodnego przewodu zasilającego, należy najpierw zrozumieć jego podstawową anatomię strukturalną. Standardowy wąż przemysłowy to nie tylko zwykła gumowa rurka; jest to wysoce zaawansowana inżynieryjna, wielowarstwowa struktura kompozytowa, zaprojektowana tak, aby zrównoważyć elastyczność z ogromną integralnością strukturalną. Konstrukcja składa się zazwyczaj z trzech podstawowych elementów: rury wewnętrznej, warstwy wzmacniającej i osłony zewnętrznej. Każda z tych warstw pełni odrębną i niezastąpioną funkcję, a specyficzne materiały wybrane dla każdej warstwy decydują o ogólnej wydajności, kompatybilności i trwałości produktu końcowego.
Rura wewnętrzna to najbardziej wewnętrzna warstwa, która ma bezpośredni kontakt z płynem hydraulicznym. Jego głównym zadaniem jest zatrzymanie płynu tak, aby nie uległ degradacji, pęcznieniu ani umożliwieniu przenikania. Warstwa wzmacniająca otacza rurę wewnętrzną i zapewnia wytrzymałość konstrukcyjną niezbędną do wytrzymania wysokich ciśnień wewnętrznych generowanych przez systemy zasilania cieczą. Bez tej krytycznej warstwy dętka po prostu rozdęłaby się i pękła pod ciśnieniem. Wreszcie zewnętrzna powłoka działa jako pierwsza linia obrony przed zewnętrznymi czynnikami środowiskowymi, chroniąc delikatną warstwę wzmacniającą przed fizycznym ścieraniem, narażeniem chemicznym, promieniowaniem ultrafioletowym i ekstremalnymi warunkami pogodowymi. Razem te trzy warstwy tworzą spójną całość, która musi działać bezbłędnie pod ciągłym obciążeniem dynamicznym.
Dętka jest prawdopodobnie najbardziej wrażliwym chemicznie elementem całego zespołu. Ponieważ znajduje się w stałym, bezpośrednim kontakcie z płynem przekładniowym – od olejów na bazie ropy naftowej po mieszaniny wody i glikolu i smary syntetyczne – materiał musi wykazywać wyjątkową kompatybilność chemiczną. W przypadku produktu Grandflex DIN EN853 1SN / SAE 100R1AT dętka została starannie wykonana z olejoodpornego kauczuku syntetycznego. Ten specyficzny skład materiału został wybrany ze względu na jego zdolność do utrzymania integralności strukturalnej i stabilności wymiarowej nawet w przypadku wystawienia na działanie agresywnych płynów hydraulicznych na bazie ropy naftowej w podwyższonych temperaturach.
Jeśli na dętkę użyto niezgodnego materiału, płyn hydrauliczny może spowodować pęcznienie, zmiękczenie lub kruchość gumy. Pęcznienie zmniejsza wewnętrzną średnicę kanału, ograniczając przepływ płynu i powodując spadki ciśnienia, które negatywnie wpływają na wydajność systemu. Z drugiej strony kruchość może prowadzić do mikropęknięć, co ostatecznie umożliwia przedostanie się płynu pod ciśnieniem do warstwy wzmacniającej, niszcząc całą strukturę. Dlatego mieszanie kauczuku syntetycznego stosowanego w dętce jest wysoce wyspecjalizowaną dziedziną materiałoznawstwa, wymagającą precyzyjnych mieszanek polimerów, plastyfikatorów i utwardzaczy, aby osiągnąć idealną równowagę elastyczności, nieprzepuszczalności i odporności na olej.
Chociaż dętka zawiera płyn, to warstwa wzmacniająca faktycznie utrzymuje ciśnienie. Rodzaj, ilość i konfiguracja materiału wzmacniającego bezpośrednio określają ciśnienie robocze i ciśnienie rozrywające zespołu. W przypadku zastosowań hydraulicznych pod wysokim ciśnieniem standardem branżowym jest drut stalowy o dużej wytrzymałości na rozciąganie. Grandflex DIN EN853 1SN / SAE 100R1AT wykorzystuje do wzmocnienia pojedynczy oplot z drutu stalowego o dużej wytrzymałości na rozciąganie. Ta konfiguracja oplotu z pojedynczym drutem zapewnia doskonałą równowagę pomiędzy utrzymaniem ciśnienia i elastycznością mechaniczną.
Drut stalowy stosowany w tych zastosowaniach nie jest standardową stalą konstrukcyjną; jest specjalnie ciągniony i poddawany obróbce w celu uzyskania niezwykłej wytrzymałości na rozciąganie. Podczas procesu produkcyjnego wiele pasm tego drutu o dużej wytrzymałości na rozciąganie jest splatanych ze sobą w precyzyjny wzór krzyżowy na dętce. Ta pleciona struktura umożliwia lekkie rozszerzenie zespołu pod wpływem skoków ciśnienia (działając jako amortyzator), zapobiegając jednocześnie katastrofalnej awarii. Kąt oplotu jest krytycznym parametrem inżynierskim; należy go idealnie obliczyć, aby mieć pewność, że wąż nie będzie się nadmiernie wydłużał ani kurczył pod ciśnieniem. Pojedynczy oplot z drutu stalowego o dużej wytrzymałości na rozciąganie szczególnie dobrze nadaje się do maszyn przemysłowych i mobilnych układów hydraulicznych, gdzie wymagane jest połączenie wysokiego ciśnienia i umiarkowanej elastyczności.
Zewnętrzna osłona stanowi tarczę ochronną, która zapewnia trwałość elementów wewnętrznych. Nawet jeśli dętka i warstwa wzmacniająca zostaną perfekcyjnie zaprojektowane, zespół ulegnie przedwczesnemu uszkodzeniu, jeśli zewnętrzna osłona nie będzie w stanie wytrzymać środowiska pracy. W zastosowaniach przemysłowych i budowlanych elementy te są rutynowo poddawane silnemu ścieraniu w wyniku otarcia o podwozie maszyn, wystawienia na działanie ostrego światła słonecznego oraz zanieczyszczeń spowodowanych rozlanymi olejami, smarami i chemikaliami przemysłowymi.
Aby zapobiec tym zagrożeniom dla środowiska, Grandflex DIN EN853 1SN / SAE 100R1AT jest wyposażony w pokrywę wykonaną z gumy syntetycznej odpornej na warunki atmosferyczne i olej. Ta specjalistyczna mieszanka elastomeru została opracowana tak, aby była odporna na degradację pod wpływem światła ultrafioletowego (UV) i ozonu, które z czasem mogą powodować pękanie i niszczenie standardowej gumy. Co więcej, jego właściwości olejoodporne zapewniają, że przypadkowe rozlanie lub wyciek z sąsiednich maszyn nie naruszy integralności strukturalnej pokrywy. Utrzymując solidną barierę przed zagrożeniami zewnętrznymi, odporna na warunki atmosferyczne i olej osłona z kauczuku syntetycznego chroni znajdujący się pod spodem drut stalowy o dużej wytrzymałości na rozciąganie przed rdzą i uszkodzeniami mechanicznymi, znacznie wydłużając w ten sposób żywotność całego zespołu.
Przekształcenie surowego kauczuku syntetycznego i drutu stalowego o wysokiej wytrzymałości na gotową, wysokowydajną linię przesyłową do płynów to złożony, wieloetapowy proces produkcyjny. Wymaga najnowocześniejszych maszyn, rygorystycznych protokołów kontroli jakości i precyzyjnego zarządzania środowiskowego. Proces produkcyjny można ogólnie podzielić na kilka kluczowych faz: przygotowanie mieszanki, wytłaczanie dętki, nakładanie zbrojenia, wytłaczanie pokrycia zewnętrznego, wulkanizacja i testy końcowe. Każdy etap musi być wykonany z niezwykłą precyzją, aby mieć pewność, że produkt końcowy spełnia rygorystyczne międzynarodowe standardy.
Proces produkcyjny rozpoczyna się w dziale mieszania, gdzie przygotowywane są surowce do mieszanek kauczuku syntetycznego. Surowe elastomery łączy się z różnymi dodatkami, w tym sadzą (dla wytrzymałości i odporności na promieniowanie UV), plastyfikatorami (dla elastyczności), przeciwutleniaczami (zapobiegającymi starzeniu) i utwardzaczami (takimi jak siarka lub nadtlenki). Składniki te są precyzyjnie odważane i podawane do masywnych mieszalników wewnętrznych, takich jak miksery Banbury, które wykorzystują ogromną siłę mechaniczną i ciepło do mieszania materiałów w jednorodną mieszankę. Powstałą mieszaninę gumy miele się następnie na ciągłe arkusze lub paski, gotowe do wprowadzenia do maszyny wytłaczającej. Do olejoodpornej dętki i odpornego na warunki atmosferyczne pokrycia zewnętrznego przygotowano osobne, odrębne mieszanki, ponieważ ich wymagania użytkowe znacznie się różnią.
Pierwszym etapem fizycznego formowania jest utworzenie dętki. Odbywa się to za pomocą specjalistycznej maszyny zwanej wytłaczarką. Przygotowana mieszanka kauczuku syntetycznego podawana jest do wytłaczarki, gdzie obracający się ślimak przepycha materiał przez nagrzany cylinder. Ciepło i ciśnienie zmiękczają gumę, czyniąc ją elastyczną. Na końcu lufy guma przetłaczana jest przez precyzyjnie obrobioną matrycę i centralny trzpień. Trzpień określa średnicę wewnętrzną rury, natomiast matryca określa średnicę zewnętrzną i grubość ścianki.
W przypadku Grandflex DIN EN853 1SN / SAE 100R1AT proces wytłaczania musi być ściśle kontrolowany, aby wyprodukować dętki, które ostatecznie będą pasować do rozmiarów metrycznych w zakresie od 5,0 mm do 51,0 mm (co odpowiada 3/16 cala do 2 cali). Gdy gorąca, niewulkanizowana rura gumowa opuszcza wytłaczarkę, jest ona zazwyczaj chłodzona w łaźni wodnej w celu ustabilizowania jej wymiarów. Na tym etapie guma jest nadal stosunkowo miękka i nieutwardzona, co oznacza, że należy się z nią obchodzić ostrożnie, aby zapobiec odkształceniu przed nałożeniem warstwy wzmacniającej.
Po wytłoczeniu i ustabilizowaniu dętka trafia do działu oplatania. W tym miejscu stosuje się krytyczny drut stalowy o dużej wytrzymałości na rozciąganie. Rura wewnętrzna przechodzi przez środek masywnej maszyny oplatającej, która składa się z wielu nośników trzymających szpule cienkiego drutu stalowego. Nośniki te poruszają się po skomplikowanych, przecinających się torach kołowych, splatając pasma drutu na powierzchni dętki w precyzyjny, ciągły wzór.
W przypadku produktu zawierającego pojedynczy oplot z drutu stalowego o dużej wytrzymałości na rozciąganie, maszyna jest kalibrowana w celu ułożenia drutu pod określonym kątem — zwykle około 54 stopni i 44 minut, co jest znane jako kąt neutralny. Splot pod tym dokładnym kątem zapewnia, że gdy zespół jest poddawany ciśnieniu wewnętrznemu, siły próbujące zwiększyć średnicę i siły próbujące wydłużyć konstrukcję są doskonale zrównoważone, co skutkuje minimalną zmianą wymiarów. Podczas tego procesu należy ściśle monitorować napięcie każdego drutu; jeśli napięcie jest nierówne, powstały oplot zostanie naruszony, co doprowadzi do słabych punktów i potencjalnych uszkodzeń związanych z pękaniem w terenie.
Po zamocowaniu zbrojenia z drutu stalowego półprodukt kierowany jest do drugiej linii wytłaczania w celu nałożenia osłony zewnętrznej. Proces jest podobny do wytłaczania rury wewnętrznej, ale wielkość matrycy jest dostosowana do większej średnicy wzmocnionej konstrukcji. Odporna na warunki atmosferyczne i olej mieszanka kauczuku syntetycznego jest podgrzewana i wciskana na oplot druciany, tworząc bezszwową, ochronną osłonę zewnętrzną.
Na tym etapie kluczowe jest uzyskanie doskonałej przyczepności pomiędzy otuliną zewnętrzną a wzmocnieniem z drutu stalowego. W niektórych procesach produkcyjnych na oplot druciany nakładana jest cienka warstwa kleju lub specjalistycznego środka wiążącego, przed wytłaczaniem zewnętrznej osłony. Zapewnia to, że warstwy nie rozwarstwiają się ani nie oddzielają, gdy zespół zostanie poddany silnemu zginaniu lub naprężeniom mechanicznym podczas pracy. Grubość zewnętrznej osłony jest również dokładnie kontrolowana, aby zapewnić odpowiednią ochronę bez niepotrzebnego zwiększania ciężaru i sztywności.
Na tym etapie procesu produkcyjnego zespół ma ostateczny kształt i strukturę, ale kauczuk syntetyczny jest jeszcze nieutwardzony. Aby osiągnąć ostateczne właściwości fizyczne – takie jak elastyczność, wytrzymałość na rozciąganie oraz odporność na ciepło i chemikalia – guma musi zostać poddane wulkanizacji. Wulkanizacja to proces chemiczny, który sieciuje łańcuchy polimerowe w gumie, przekształcając ją z miękkiej, lepkiej substancji w trwały, sprężysty elastomer.
Niewulkanizowane zespoły są zazwyczaj ciasno owijane taśmą nylonową lub ołowianą, aby zachować swój kształt i skonsolidować warstwy, a następnie umieszczane w masywnych autoklawach przemysłowych. Do autoklawu wprowadzana jest para pod wysokim ciśnieniem, poddając produkty działaniu precyzyjnych temperatur i ciśnień przez określony czas. Ciepło aktywuje chemiczne środki utwardzające zawarte w mieszankach gumowych, powodując reakcję sieciowania. Po zakończeniu cyklu wulkanizacji zespoły są wyjmowane z autoklawu, a taśma owijająca jest usuwana, pozostawiając charakterystyczne teksturowane wykończenie, często spotykane na przemysłowych liniach przesyłowych płynów.
Opisane powyżej rygorystyczne materiały i procesy produkcyjne mają na celu wytworzenie produktu spełniającego dokładne specyfikacje techniczne. Zrozumienie tych specyfikacji ma kluczowe znaczenie dla wyboru odpowiedniego komponentu dla danego zastosowania. Grandflex DIN EN853 1SN / SAE 100R1AT służy jako doskonałe studium przypadku do analizy tych kluczowych wskaźników wydajności.
Rozmiar jest najbardziej podstawową specyfikacją. Średnica wewnętrzna określa objętość i prędkość płynu, który może być przesyłany. Produkt Grandflex jest dostępny w szerokiej gamie rozmiarów metrycznych, w szczególności od 5,0 mm do 51,0 mm, co odpowiada rozmiarom imperialnym od 3/16 cala do 2 cali. Tak szeroki zakres rozmiarów gwarantuje, że inżynierowie mogą wybrać odpowiednią średnicę, aby zminimalizować spadki ciśnienia i zapobiec nadmiernej prędkości płynu, która może powodować wytwarzanie ciepła i nieefektywność systemu.
Wartości ciśnienia są ostatecznym testem integralności warstwy wzmacniającej. Należy wziąć pod uwagę dwa podstawowe wskaźniki ciśnienia: ciśnienie robocze i ciśnienie rozrywające. Ciśnienie robocze to maksymalne ciągłe ciśnienie, pod jakim system powinien pracować w normalnych warunkach. W przypadku Grandflex DIN EN853 1SN / SAE 100R1AT ciśnienie robocze mieści się w zakresie od 4,0 Mpa do 25,0 Mpa (co odpowiada 580 Psi do 3625 Psi), w zależności od konkretnego rozmiaru zespołu. Mniejsze średnice zazwyczaj wytrzymują wyższe ciśnienia niż większe średnice ze względu na fizykę naprężeń obręczy.
Ciśnienie rozrywające jest miarą bezpieczeństwa; reprezentuje bezwzględne minimalne ciśnienie, przy którym w warunkach laboratoryjnych można spodziewać się katastrofalnej awarii (pęknięcia). Normy branżowe zazwyczaj wymagają, aby ciśnienie rozrywające było co najmniej czterokrotnie większe od maksymalnego ciśnienia roboczego, co zapewnia współczynnik bezpieczeństwa 4:1. Ciśnienie rozrywające dla tego konkretnego produktu Grandflex mieści się w imponującym zakresie od 16 Mpa do 100 Mpa, w zależności od rozmiaru, zapewniając solidny margines bezpieczeństwa przed nieoczekiwanymi skokami ciśnienia lub wstrząsem hydraulicznym.
W mobilnych układach hydraulicznych i kompaktowych maszynach przemysłowych elastyczność i waga mają kluczowe znaczenie. Promień gięcia wskazuje najciaśniejszą krzywiznę, w jaką można wygiąć zespół bez załamań, uszkodzenia zbrojenia drutu lub ograniczenia przepływu płynu. Produkt Grandflex oferuje promień gięcia w zakresie od 90 mm do 630 mm, w zależności od rozmiaru. Ta elastyczność pozwala na łatwiejsze prowadzenie przez ciasne komory silnika i złożone połączenia mechaniczne.
Waga również ma znaczenie, szczególnie w przypadku sprzętu mobilnego, gdzie całkowita masa pojazdu wpływa na zużycie paliwa i osiągi. Ze względu na wydajną konstrukcję jednodrutowego oplotu, waga tego produktu waha się od 0,20 kg/m do 2,00 kg/m, w zależności od rozmiaru. Zapewnia to stosunkowo lekkie rozwiązanie bez poświęcania niezbędnych możliwości utrzymywania ciśnienia.
Ponieważ systemy zasilania strumieniem cieczy działają pod ekstremalnymi ciśnieniami, bezpieczeństwo i niezawodność są najważniejsze. Aby zapewnić spójność i bezpieczeństwo na rynku globalnym, międzynarodowe organizacje normalizacyjne ustanowiły rygorystyczne kryteria testowania i wydajności. Produkt wysokiej jakości musi być wytwarzany tak, aby spełniał lub przekraczał te ustalone standardy.
Grandflex DIN EN853 1SN / SAE 100R1AT został zaprojektowany tak, aby był w pełni zgodny z kilkoma krytycznymi standardami branżowymi. Spełnia wymagania normy SAE 100R1AT, która została ustanowiona przez Stowarzyszenie Inżynierów Motoryzacji i narzuca wymiary, wydajność i procedury testowania produktów wzmocnionych oplotem jednodrutowym. Ponadto jest zgodny z normą EN853 1SN, europejską normą określającą podobne rygorystyczne kryteria. Oprócz tych podstawowych oznaczeń, produkt spełnia również specyfikacje ISO 1436 i SAE J517, zapewniając globalną kompatybilność i dając inżynierom pewność, że komponent będzie działał niezawodnie w wymagających środowiskach.
Specyficzne połączenie olejoodpornej dętki, pojedynczego oplotu z drutu stalowego o dużej wytrzymałości na rozciąganie oraz odpornej na warunki atmosferyczne i olej powłoki z gumy syntetycznej sprawia, że tego typu produkt jest niezwykle wszechstronny. Solidna konstrukcja pozwala na zastosowanie go w szerokim spektrum wymagających branż.
Jednym z głównych przypadków zastosowania są wysokociśnieniowe zastosowania hydrauliczne, gdzie niezawodne przenoszenie cieczy nie podlega negocjacjom. W dziedzinie maszyn przemysłowych komponenty te są wykorzystywane do napędzania pras, wtryskarek i sprzętu do automatycznego montażu, zapewniając precyzyjną siłę wymaganą w ciężkiej produkcji. Sprzęt budowlany, taki jak koparki, ładowarki i dźwigi, w dużym stopniu polega na tych solidnych liniach, które uruchamiają masywne cylindry i silniki w trudnych, ściernych warunkach. Ponadto są niezbędne w mobilnych układach hydraulicznych występujących w ciągnikach rolniczych, sprzęcie leśnym i komunalnych pojazdach użytkowych, gdzie elastyczność, trwałość i odporność na narażenie na środowisko są absolutnie krytyczne w codziennej pracy.
Grandflex DIN EN853 1SN / SAE 100R1AT to zaawansowane technicznie rozwiązanie do wymagających przekładni hydraulicznych, łączące olejoodporną dętkę z syntetycznego kauczuku, solidny pojedynczy oplot z drutu stalowego o dużej wytrzymałości na rozciąganie oraz trwałą osłonę odporną na warunki atmosferyczne i olej, aby zapewnić niezawodne działanie maszyn przemysłowych, sprzętu budowlanego i mobilnych układów hydraulicznych. Dzięki szerokiej gamie rozmiarów metrycznych (5,0 mm do 51,0 mm), imponującym ciśnieniom roboczym (4,0 Mpa do 25,0 Mpa) i ścisłej zgodności z normami SAE 100R1AT, EN853 1SN, ISO 1436 i SAE J517, produkt ten oferuje inżynierom i specjalistom ds. konserwacji wszechstronny, wysokiej jakości komponent doskonale nadający się do bezpiecznych i wydajnych zastosowań hydraulicznych pod wysokim ciśnieniem.