Vues : 0 Auteur : Éditeur du site Heure de publication : 2026-06-29 Origine : Site
Dans le monde complexe et très exigeant des systèmes hydrauliques modernes, la compréhension des composants fondamentaux qui entraînent les machines est absolument essentielle pour les ingénieurs, les professionnels de la maintenance et les opérateurs industriels. Parmi ces éléments essentiels, le Le tuyau hydraulique se distingue comme un conduit essentiel qui transmet l’énergie, contrôle les mouvements et assure le fonctionnement fluide des équipements lourds dans d’innombrables secteurs. Qu'ils soient déployés dans des excavatrices de chantier massives, des chaînes de montage de fabrication complexes ou des systèmes hydrauliques mobiles polyvalents, ces canalisations flexibles sont chargées de contenir et de diriger les fluides sous pression de manière sûre et efficace. Pour apprécier pleinement leurs capacités, il faut approfondir les matériaux complexes et les processus de production sophistiqués qui transforment les élastomères bruts et l'acier en solutions de transmission de fluides de haute technologie. Cette exploration complète mettra en lumière les principes d'ingénierie rigoureux, les progrès de la science des matériaux et les techniques de fabrication nécessaires pour produire des tuyaux capables de résister à des pressions extrêmes, à des conditions environnementales difficiles et à des contraintes mécaniques continues.
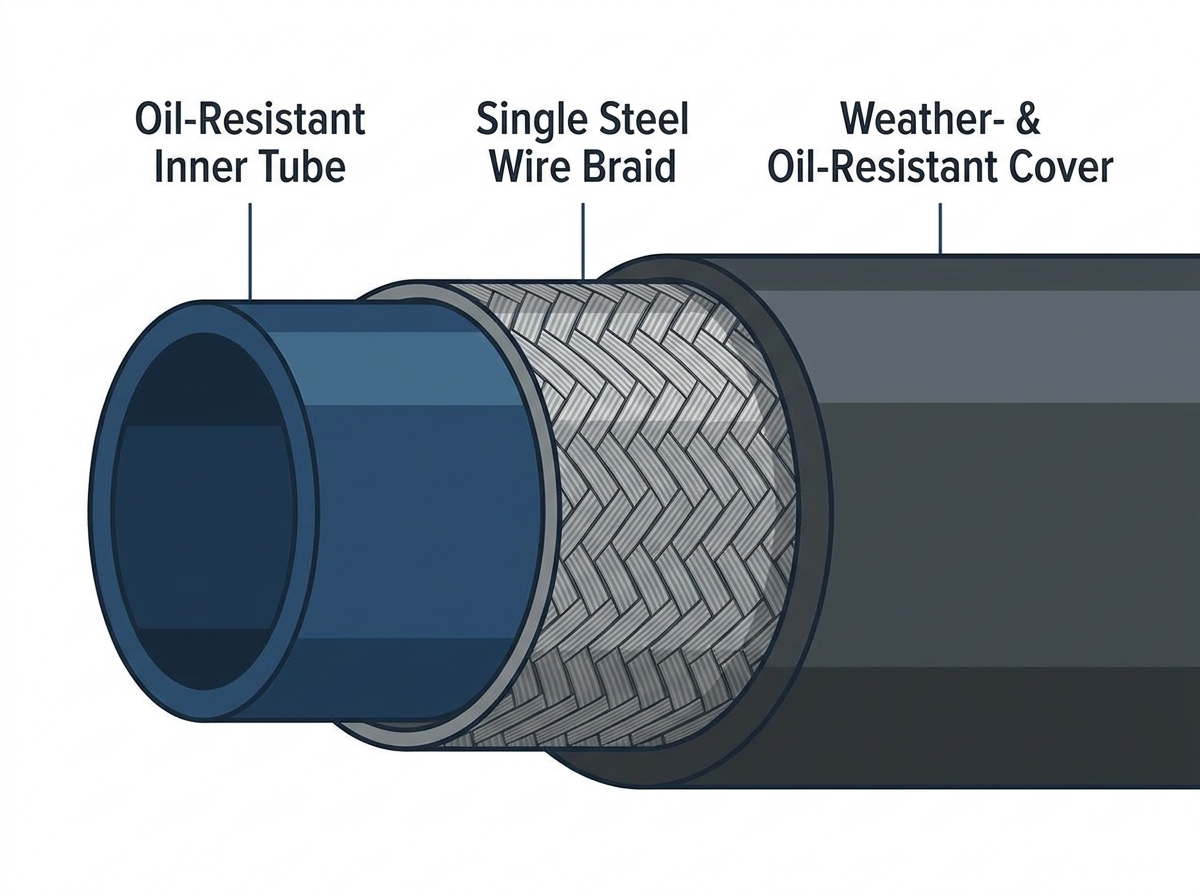
La construction multicouche d'une ligne de transmission de fluide standard, mettant en valeur la chambre à air, le renfort métallique et le revêtement extérieur de protection.
Pour comprendre les processus de fabrication et la sélection des matériaux impliqués dans la création d'un conduit hydraulique fiable, il est d'abord nécessaire de comprendre son anatomie structurelle de base. Un tuyau industriel standard n’est pas simplement un simple tube en caoutchouc ; il s'agit d'une structure composite multicouche hautement technique conçue pour équilibrer la flexibilité avec une immense intégrité structurelle. L'architecture se compose généralement de trois composants principaux : le tube intérieur, la couche de renfort et le revêtement extérieur. Chacune de ces couches remplit une fonction distincte et irremplaçable, et les matériaux spécifiques choisis pour chaque couche dictent les performances globales, la compatibilité et la longévité du produit final.
La chambre à air est la couche la plus interne qui entre en contact direct avec le fluide hydraulique. Sa principale responsabilité est de contenir le fluide sans le dégrader, le gonfler ou permettre sa pénétration. La couche de renfort entoure le tube intérieur et fournit la résistance structurelle nécessaire pour résister aux pressions internes élevées générées par les systèmes hydrauliques. Sans cette couche critique, la chambre à air gonflerait simplement et éclaterait sous la pression. Enfin, la couverture extérieure agit comme la première ligne de défense contre les facteurs environnementaux externes, protégeant la délicate couche de renfort de l'abrasion physique, de l'exposition chimique, des rayons ultraviolets et des conditions météorologiques extrêmes. Ensemble, ces trois couches forment une unité cohésive qui doit fonctionner parfaitement sous une contrainte dynamique continue.
La chambre à air est sans doute le composant le plus sensible chimiquement de l’ensemble de l’assemblage. Parce qu'il est en contact direct et constant avec le liquide de transmission, qui peut aller des huiles à base de pétrole aux mélanges eau-glycol et lubrifiants synthétiques, le matériau doit présenter une compatibilité chimique exceptionnelle. Dans le cas du produit Grandflex DIN EN853 1SN / SAE 100R1AT, la chambre à air est méticuleusement fabriquée à partir d'un caoutchouc synthétique résistant à l'huile. Cette formulation de matériau spécifique est choisie pour sa capacité à maintenir l'intégrité structurelle et la stabilité dimensionnelle même lorsqu'elle est exposée à des fluides hydrauliques agressifs à base de pétrole à des températures élevées.
Si un matériau incompatible était utilisé pour la chambre à air, le liquide hydraulique pourrait faire gonfler, ramollir ou devenir cassant le caoutchouc. Le gonflement réduit le diamètre interne du passage, limitant le débit du fluide et provoquant des chutes de pression qui ont un impact négatif sur l'efficacité du système. La fragilité, en revanche, peut conduire à des microfissures, qui finissent par permettre au fluide sous pression de s'infiltrer dans la couche de renfort, compromettant ainsi l'ensemble de la structure. Par conséquent, la composition du caoutchouc synthétique utilisé dans la chambre à air est un domaine hautement spécialisé de la science des matériaux, nécessitant des mélanges précis de polymères, de plastifiants et d'agents de durcissement pour obtenir l'équilibre parfait entre flexibilité, imperméabilité et résistance à l'huile.
Alors que la chambre à air contient le fluide, la couche de renfort est ce qui maintient réellement la pression. Le type, la quantité et la configuration du matériau de renforcement déterminent directement les valeurs de pression de service et de pression d'éclatement de l'assemblage. Pour les applications hydrauliques à haute pression, le fil d’acier à haute résistance constitue la norme industrielle. Le Grandflex DIN EN853 1SN / SAE 100R1AT utilise une seule tresse de fil d'acier à haute résistance pour son renforcement. Cette configuration de tresse monofilaire offre un excellent équilibre entre confinement de la pression et flexibilité mécanique.
Le fil d'acier utilisé dans ces applications n'est pas de l'acier de construction standard ; il est spécialement étiré et traité pour obtenir une résistance à la traction extraordinaire. Au cours du processus de fabrication, plusieurs brins de ce fil à haute résistance sont tissés ensemble selon un motif entrecroisé précis sur le tube intérieur. Cette structure tressée permet à l'ensemble de se dilater légèrement sous l'effet des coups de bélier (agissant comme un amortisseur) tout en évitant une défaillance catastrophique. L'angle de la tresse est un paramètre technique critique ; il doit être parfaitement calculé pour garantir que le tuyau ne s'allonge ni ne se contracte excessivement lorsqu'il est mis sous pression. Une seule tresse de fil d'acier à haute résistance est particulièrement adaptée aux machines industrielles et aux systèmes hydrauliques mobiles où une combinaison de haute pression et de flexibilité modérée est requise.
Le capot extérieur est le bouclier de protection qui assure la longévité des composants internes. Même si le tube intérieur et la couche de renfort sont parfaitement conçus, l'ensemble échouera prématurément si le revêtement extérieur ne peut pas résister à l'environnement d'exploitation. Dans les environnements industriels et de construction, ces composants sont régulièrement soumis à une abrasion sévère due au frottement contre le châssis des machines, à l'exposition aux rayons du soleil et à la contamination par les huiles, graisses et produits chimiques industriels déversés.
Pour lutter contre ces risques environnementaux, le Grandflex DIN EN853 1SN / SAE 100R1AT est équipé d'un revêtement en caoutchouc synthétique résistant aux intempéries et à l'huile. Ce composé élastomère spécialisé est formulé pour résister à la dégradation causée par la lumière ultraviolette (UV) et l'ozone, qui peuvent provoquer la fissuration et la détérioration du caoutchouc standard avec le temps. De plus, ses propriétés résistantes à l'huile garantissent que les déversements accidentels ou les fuites provenant des machines adjacentes ne compromettent pas l'intégrité structurelle de la couverture. En maintenant une barrière robuste contre les menaces extérieures, le revêtement en caoutchouc synthétique résistant aux intempéries et à l'huile protège le fil d'acier à haute résistance sous-jacent de la rouille et des dommages mécaniques, prolongeant ainsi considérablement la durée de vie opérationnelle de l'ensemble.
La transformation du caoutchouc synthétique brut et du fil d'acier à haute résistance en une ligne de transmission de fluide finie et haute performance est un processus de fabrication complexe en plusieurs étapes. Cela nécessite des machines de pointe, des protocoles de contrôle qualité stricts et une gestion environnementale précise. Le processus de production peut généralement être divisé en plusieurs phases clés : préparation du composé, extrusion du tube intérieur, application du renforcement, extrusion du revêtement extérieur, vulcanisation et test final. Chaque étape doit être exécutée avec une précision extrême pour garantir que le produit final répond aux normes internationales rigoureuses.
Le parcours de fabrication commence dans le département de mélange, où sont préparées les matières premières pour les mélanges de caoutchouc synthétique. Les élastomères bruts sont combinés avec divers additifs, notamment du noir de carbone (pour la solidité et la résistance aux UV), des plastifiants (pour la flexibilité), des antioxydants (pour prévenir le vieillissement) et des agents de durcissement (tels que le soufre ou les peroxydes). Ces ingrédients sont pesés avec précision et introduits dans des mélangeurs internes massifs, tels que les mélangeurs Banbury, qui utilisent une force mécanique et une chaleur immenses pour mélanger les matériaux en un composé homogène. Le mélange de caoutchouc obtenu est ensuite broyé en feuilles ou bandes continues, prêtes à être introduites dans la machine d'extrusion. Des composés séparés et distincts sont préparés pour la chambre à air résistante à l'huile et le revêtement extérieur résistant aux intempéries, car leurs exigences de performance diffèrent considérablement.
La première étape de formation physique est la création de la chambre à air. Ceci est accompli à l’aide d’une machine spécialisée appelée extrudeuse. Le composé de caoutchouc synthétique préparé est introduit dans l'extrudeuse, où une vis rotative force le matériau à travers un baril chauffé. La chaleur et la pression ramollissent le caoutchouc, le rendant souple. À l'extrémité du canon, le caoutchouc est forcé à travers une matrice usinée avec précision et un mandrin central. Le mandrin détermine le diamètre interne du tube, tandis que la matrice détermine le diamètre extérieur et l'épaisseur de paroi.
Pour le Grandflex DIN EN853 1SN / SAE 100R1AT, ce processus d'extrusion doit être étroitement contrôlé pour produire des chambres à air qui pourront éventuellement accueillir des tailles métriques allant de 5,0 mm à 51,0 mm (équivalent à 3/16 pouce à 2 pouces). Lorsque le tube en caoutchouc chaud non vulcanisé sort de l'extrudeuse, il est généralement refroidi dans un bain-marie pour stabiliser ses dimensions. À ce stade, le caoutchouc est encore relativement mou et non durci, ce qui signifie qu'il doit être manipulé avec précaution pour éviter toute déformation avant l'application de la couche de renfort.
Une fois la chambre à air extrudée et stabilisée, elle passe au département de tressage. C’est là que le fil d’acier à haute résistance est appliqué. La chambre à air passe au centre d’une machine à tresser massive, composée de plusieurs supports contenant des bobines de fil d’acier fin. Ces supports se déplacent selon des trajectoires circulaires complexes et croisées, tissant les brins de fil sur la surface du tube intérieur selon un motif précis et continu.
Pour un produit comportant une seule tresse de fil d'acier à haute résistance, la machine est calibrée pour déposer le fil selon un angle spécifique, généralement autour de 54 degrés, 44 minutes, connu sous le nom d'angle neutre. Le tressage à cet angle précis garantit que lorsque l'assemblage est soumis à une pression interne, les forces tentant d'élargir le diamètre et les forces tentant d'allonger la structure sont parfaitement équilibrées, ce qui entraîne un changement dimensionnel minimal. La tension de chaque fil individuel doit être strictement surveillée pendant ce processus ; si la tension est inégale, la tresse résultante sera compromise, entraînant des points faibles et des ruptures potentielles par éclatement sur le terrain.
Une fois le renfort en fil d'acier bien en place, l'ensemble semi-fini est acheminé vers une deuxième ligne d'extrusion pour l'application du revêtement extérieur. Le processus est similaire à l’extrusion du tube intérieur, mais la filière est dimensionnée pour s’adapter au plus grand diamètre de la structure renforcée. Le composé de caoutchouc synthétique résistant aux intempéries et à l'huile est chauffé et forcé sur la tresse métallique, créant une gaine extérieure protectrice sans couture.
Durant cette étape, il est crucial d’obtenir une excellente adhérence entre l’enveloppe extérieure et le renfort en fil d’acier. Dans certains processus de fabrication, une fine couche d'adhésif ou un agent de liaison spécialisé est appliquée sur la tresse métallique avant que le revêtement extérieur ne soit extrudé. Cela garantit que les couches ne se délaminent pas ou ne se séparent pas lorsque l'ensemble est soumis à de fortes flexions ou à des contraintes mécaniques pendant le fonctionnement. L'épaisseur de la coque extérieure est également soigneusement contrôlée pour fournir une protection adéquate sans ajouter de poids ou de rigidité inutile.
A ce stade du processus de production, l’assemblage a sa forme et sa structure définitives, mais le caoutchouc synthétique n’est pas encore durci. Pour atteindre ses propriétés physiques finales, telles que l'élasticité, la résistance à la traction et la résistance à la chaleur et aux produits chimiques, le caoutchouc doit subir une vulcanisation. La vulcanisation est un processus chimique qui réticule les chaînes polymères du caoutchouc, le transformant d'une substance molle et collante en un élastomère durable et résilient.
Les assemblages non vulcanisés sont généralement étroitement enveloppés dans un ruban de nylon ou de plomb pour conserver leur forme et consolider les couches, puis placés dans d'énormes autoclaves industriels. De la vapeur à haute pression est introduite dans l'autoclave, soumettant les produits à des températures et des pressions précises pendant une durée déterminée. La chaleur déclenche les agents de durcissement chimiques présents dans les composés de caoutchouc, provoquant la réaction de réticulation. Une fois le cycle de vulcanisation terminé, les assemblages sont retirés de l'autoclave et le ruban d'emballage est retiré, laissant derrière lui la finition texturée caractéristique souvent observée sur les conduites de transmission de fluides industriels.
Les matériaux et processus de production rigoureux décrits ci-dessus sont conçus pour produire un produit qui répond aux spécifications techniques exactes. Comprendre ces spécifications est essentiel pour sélectionner le composant approprié pour une application donnée. Le Grandflex DIN EN853 1SN / SAE 100R1AT constitue une excellente étude de cas pour analyser ces mesures de performance vitales.
La taille est la spécification la plus fondamentale. Le diamètre interne détermine le volume et la vitesse du fluide pouvant être transmis. Le produit Grandflex est disponible dans une large gamme de tailles métriques, notamment de 5,0 mm à 51,0 mm, ce qui correspond aux tailles impériales de 3/16 de pouce à 2 pouces. Cette large gamme de tailles garantit que les ingénieurs peuvent sélectionner le diamètre approprié pour minimiser les chutes de pression et éviter une vitesse excessive du fluide, qui peut entraîner une génération de chaleur et une inefficacité du système.
Les pressions nominales constituent le test ultime de l’intégrité de la couche de renforcement. Il existe deux principales mesures de pression à prendre en compte : la pression de service et la pression d'éclatement. La pression de service est la pression continue maximale sous laquelle le système doit fonctionner dans des conditions normales. Pour le Grandflex DIN EN853 1SN / SAE 100R1AT, la pression de service varie de 4,0 Mpa à 25,0 Mpa (équivalent à 580 Psi à 3625 Psi), en fonction de la taille spécifique de l'assemblage. Les diamètres plus petits supportent généralement des pressions plus élevées que les diamètres plus grands en raison de la physique des contraintes circulaires.
La pression d'éclatement est une mesure de sécurité ; elle représente la pression minimale absolue à laquelle une défaillance catastrophique (rupture) est susceptible de se produire dans un laboratoire. Les normes industrielles exigent généralement que la pression d'éclatement soit au moins quatre fois supérieure à la pression de service maximale, ce qui garantit un facteur de sécurité de 4 : 1. La pression d'éclatement de ce produit Grandflex spécifique varie de manière impressionnante de 16 Mpa à 100 Mpa, selon la taille, garantissant une solide marge de sécurité contre les pics de pression inattendus ou les chocs hydrauliques.
Dans les systèmes hydrauliques mobiles et les machines industrielles compactes, la flexibilité et le poids sont des considérations essentielles. Le rayon de courbure indique la courbe la plus serrée dans laquelle l'assemblage peut être plié sans se plier, endommager le renfort métallique ou restreindre l'écoulement du fluide. Le produit Grandflex offre un rayon de courbure qui varie de 90 mm à 630 mm, selon la taille. Cette flexibilité permet un acheminement plus facile à travers des compartiments moteur étroits et des liaisons mécaniques complexes.
Le poids est également un facteur, en particulier dans le cas des équipements mobiles, où le poids total du véhicule a un impact sur le rendement énergétique et les performances. Grâce à sa construction efficace en tresse monofilaire, le poids de ce produit varie de 0,20 Kg/m à 2,00 Kg/m, selon la taille. Cela fournit une solution relativement légère sans sacrifier les capacités de confinement de pression nécessaires.
Étant donné que les systèmes hydrauliques fonctionnent sous des pressions extrêmes, la sécurité et la fiabilité sont primordiales. Pour garantir la cohérence et la sécurité sur le marché mondial, les organismes de normalisation internationaux ont établi des critères de test et de performance rigoureux. Un produit de haute qualité doit être fabriqué pour respecter ou dépasser ces normes établies.
Le Grandflex DIN EN853 1SN / SAE 100R1AT est conçu pour être entièrement conforme à plusieurs références critiques de l'industrie. Il répond aux exigences de la norme SAE 100R1AT, établie par la Society of Automotive Engineers et qui dicte les dimensions, les performances et les procédures de test pour les produits renforcés par tresse monofilaire. De plus, il est conforme à la norme EN853 1SN, une norme européenne qui précise des critères rigoureux similaires. En plus de ces désignations principales, le produit répond également aux spécifications ISO 1436 et SAE J517, garantissant une compatibilité mondiale et offrant aux ingénieurs l'assurance que le composant fonctionnera de manière fiable dans des environnements exigeants.
La combinaison spécifique d'une chambre à air résistante à l'huile, d'une seule tresse de fil d'acier à haute résistance et d'un revêtement en caoutchouc synthétique résistant aux intempéries et à l'huile rend ce type de produit incroyablement polyvalent. Sa construction robuste lui permet d'être déployé dans un large éventail d'industries exigeantes.
L'un des principaux cas d'utilisation concerne les applications hydrauliques à haute pression, où une transmission de fluide fiable n'est pas négociable. Dans le domaine des machines industrielles, ces composants sont utilisés pour alimenter les presses, les machines de moulage par injection et les équipements d'assemblage automatisés, fournissant ainsi la force précise requise pour la fabrication lourde. Les équipements de construction, tels que les excavatrices, les chargeuses et les grues, s'appuient largement sur ces lignes robustes pour actionner des vérins et des moteurs massifs dans des conditions difficiles et abrasives. De plus, ils sont essentiels dans les systèmes hydrauliques mobiles des tracteurs agricoles, des équipements forestiers et des véhicules utilitaires municipaux, où la flexibilité, la durabilité et la résistance à l'exposition environnementale sont absolument essentielles pour les opérations quotidiennes.
Le Grandflex DIN EN853 1SN / SAE 100R1AT représente une solution hautement technique pour la transmission de puissance hydraulique exigeante, combinant une chambre à air en caoutchouc synthétique résistant à l'huile, une tresse unique robuste de fil d'acier à haute résistance et un couvercle durable résistant aux intempéries et à l'huile pour offrir des performances fiables sur les machines industrielles, les équipements de construction et les systèmes hydrauliques mobiles. Avec sa large gamme de tailles métriques (5,0 mm à 51,0 mm), ses pressions de service impressionnantes (4,0 Mpa à 25,0 Mpa) et sa stricte conformité aux normes SAE 100R1AT, EN853 1SN, ISO 1436 et SAE J517, ce produit offre aux ingénieurs et aux professionnels de la maintenance un composant polyvalent de haute qualité parfaitement adapté aux applications hydrauliques haute pression sûres et efficaces.