

Aufrufe: 0 Autor: Site-Editor Veröffentlichungszeit: 29.06.2026 Herkunft: Website










In der komplexen und äußerst anspruchsvollen Welt moderner Fluidtechniksysteme ist das Verständnis der grundlegenden Komponenten, die Maschinen antreiben, für Ingenieure, Wartungsfachleute und Industriebetreiber von entscheidender Bedeutung. Zu diesen kritischen Komponenten gehört die Hydraulikschläuche zeichnen sich durch eine wichtige Leitung aus, die Energie überträgt, Bewegungen steuert und den reibungslosen Betrieb von Hochleistungsgeräten in unzähligen Branchen gewährleistet. Ganz gleich, ob sie in riesigen Baubaggern, komplizierten Fertigungsstraßen oder vielseitigen mobilen Hydrauliksystemen eingesetzt werden – diese flexiblen Rohrleitungen haben die Aufgabe, unter Druck stehende Flüssigkeiten sicher und effizient aufzunehmen und zu leiten. Um ihre Fähigkeiten voll auszuschöpfen, muss man sich eingehend mit den komplizierten Materialien und hochentwickelten Produktionsverfahren befassen, die Rohelastomere und Stahl in hochentwickelte Flüssigkeitsübertragungslösungen verwandeln. Diese umfassende Untersuchung wird die strengen technischen Prinzipien, Fortschritte in der Materialwissenschaft und Herstellungstechniken beleuchten, die erforderlich sind, um Schläuche herzustellen, die extremen Drücken, rauen Umgebungsbedingungen und kontinuierlicher mechanischer Beanspruchung standhalten.
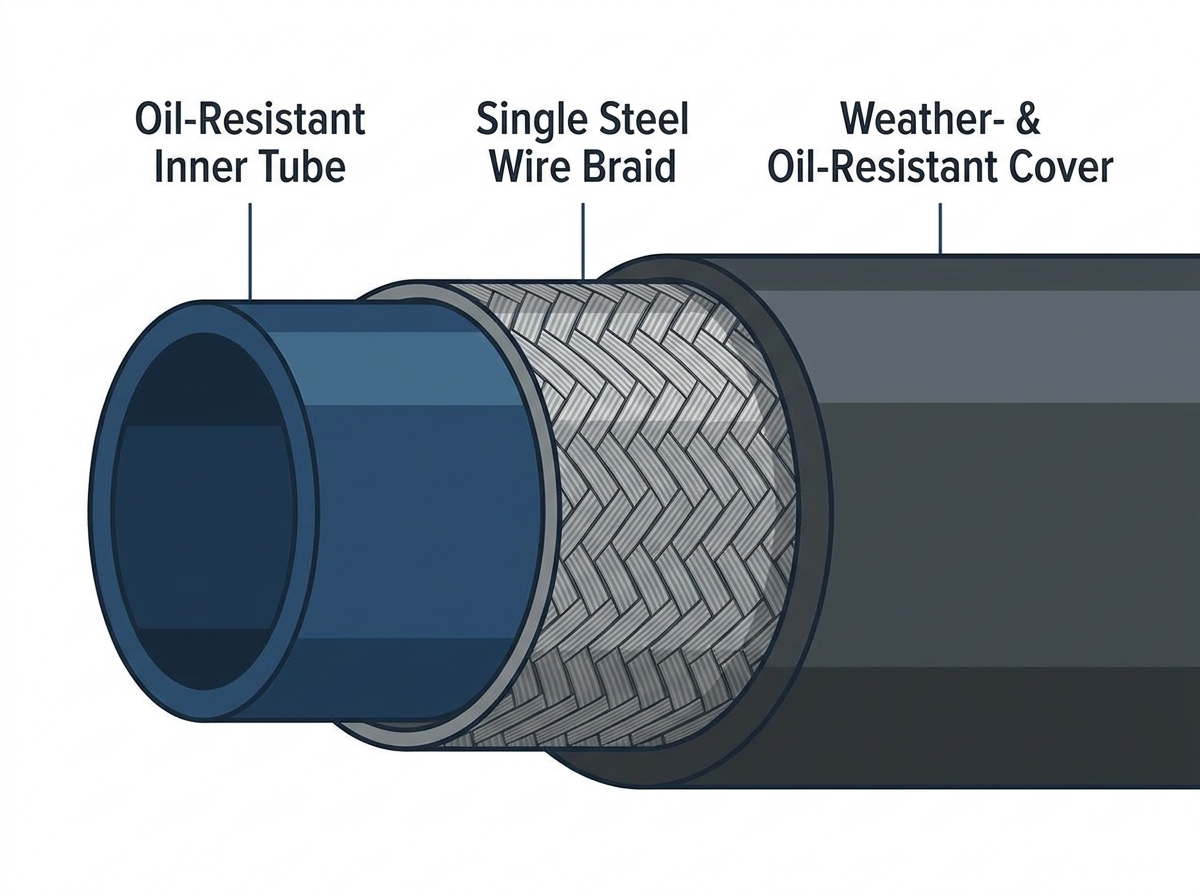
Der mehrschichtige Aufbau einer Standard-Flüssigkeitsübertragungsleitung, der das Innenrohr, die Drahtverstärkung und die schützende Außenhülle hervorhebt.
Um die Herstellungsprozesse und Materialauswahl bei der Herstellung einer zuverlässigen Fluidleitung zu verstehen, ist es zunächst notwendig, ihre grundlegende strukturelle Anatomie zu verstehen. Ein normaler Industrieschlauch ist nicht nur ein einfacher Gummischlauch; Es handelt sich um eine hochentwickelte, mehrschichtige Verbundstruktur, die Flexibilität mit enormer struktureller Integrität in Einklang bringt. Die Architektur besteht im Allgemeinen aus drei Hauptkomponenten: dem Innenrohr, der Verstärkungsschicht und der Außenhülle. Jede dieser Schichten erfüllt eine bestimmte und unersetzliche Funktion, und die für jede Schicht ausgewählten spezifischen Materialien bestimmen die Gesamtleistung, Kompatibilität und Langlebigkeit des Endprodukts.
Das Innenrohr ist die innerste Schicht, die direkt mit der Hydraulikflüssigkeit in Kontakt kommt. Seine Hauptaufgabe besteht darin, die Flüssigkeit einzudämmen, ohne sich zu zersetzen, anzuschwellen oder eine Permeation zu ermöglichen. Die Verstärkungsschicht umgibt das Innenrohr und sorgt für die nötige strukturelle Festigkeit, um den hohen Innendrücken standzuhalten, die von Fluidtechniksystemen erzeugt werden. Ohne diese kritische Schicht würde sich der Schlauch unter Druck einfach aufblähen und platzen. Schließlich fungiert die Außenhülle als erste Verteidigungslinie gegen äußere Umwelteinflüsse und schützt die empfindliche Verstärkungsschicht vor physikalischem Abrieb, chemischer Einwirkung, ultravioletter Strahlung und extremen Wetterbedingungen. Zusammen bilden diese drei Schichten eine zusammenhängende Einheit, die unter dynamischer Dauerbelastung einwandfrei funktionieren muss.
Das Innenrohr ist wohl die chemisch empfindlichste Komponente der gesamten Baugruppe. Da es in ständigem, direktem Kontakt mit der Getriebeflüssigkeit steht – die von erdölbasierten Ölen über Wasser-Glykol-Mischungen bis hin zu synthetischen Schmierstoffen reichen kann – muss das Material eine außergewöhnliche chemische Verträglichkeit aufweisen. Beim Produkt Grandflex DIN EN853 1SN / SAE 100R1AT ist der Innenschlauch sorgfältig aus einem ölbeständigen Synthesekautschuk gefertigt. Diese spezielle Materialformulierung wurde aufgrund ihrer Fähigkeit ausgewählt, die strukturelle Integrität und Dimensionsstabilität auch dann aufrechtzuerhalten, wenn sie aggressiven Hydraulikflüssigkeiten auf Erdölbasis bei erhöhten Temperaturen ausgesetzt ist.
Wenn für den Innenschlauch ein inkompatibles Material verwendet würde, könnte die Hydraulikflüssigkeit dazu führen, dass der Gummi aufquillt, weich wird oder spröde wird. Schwellungen verringern den Innendurchmesser des Durchgangs, schränken den Flüssigkeitsfluss ein und verursachen Druckabfälle, die sich negativ auf die Systemeffizienz auswirken. Sprödigkeit hingegen kann zu Mikrorissen führen, die schließlich dazu führen, dass unter Druck stehende Flüssigkeit in die Verstärkungsschicht eindringt und die gesamte Struktur beeinträchtigt. Daher ist das Compoundieren des im Innenschlauch verwendeten synthetischen Kautschuks ein hochspezialisiertes Gebiet der Materialwissenschaft, das präzise Mischungen von Polymeren, Weichmachern und Härtern erfordert, um die perfekte Balance aus Flexibilität, Undurchlässigkeit und Ölbeständigkeit zu erreichen.
Während der Innenschlauch die Flüssigkeit enthält, ist es die Verstärkungsschicht, die den Druck tatsächlich hält. Art, Menge und Konfiguration des Verstärkungsmaterials bestimmen direkt den Arbeitsdruck und die Berstdruckwerte der Baugruppe. Für Hochdruckhydraulikanwendungen ist hochfester Stahldraht der Industriestandard. Der Grandflex DIN EN853 1SN / SAE 100R1AT verwendet zur Verstärkung ein einzelnes Geflecht aus hochfestem Stahldraht. Diese Eindraht-Geflechtkonfiguration bietet ein hervorragendes Gleichgewicht zwischen Druckfestigkeit und mechanischer Flexibilität.
Der in diesen Anwendungen verwendete Stahldraht ist kein Standardbaustahl; Es wird speziell gezogen und behandelt, um eine außergewöhnliche Zugfestigkeit zu erreichen. Während des Herstellungsprozesses werden mehrere Stränge dieses hochfesten Drahtes in einem präzisen Kreuzmuster über dem Innenrohr miteinander verwoben. Diese geflochtene Struktur ermöglicht es der Baugruppe, sich bei Druckstößen leicht auszudehnen (und als Stoßdämpfer zu wirken) und verhindert gleichzeitig einen katastrophalen Ausfall. Der Winkel des Geflechts ist ein entscheidender technischer Parameter; Sie muss perfekt berechnet werden, um sicherzustellen, dass sich der Schlauch bei Druckbeaufschlagung weder übermäßig ausdehnt noch zusammenzieht. Ein einzelnes Geflecht aus hochfestem Stahldraht eignet sich besonders gut für Industriemaschinen und mobile Hydrauliksysteme, bei denen eine Kombination aus hohem Druck und mäßiger Flexibilität erforderlich ist.
Die äußere Hülle ist der Schutzschild, der die Langlebigkeit der inneren Komponenten gewährleistet. Selbst wenn das Innenrohr und die Verstärkungsschicht perfekt konstruiert sind, wird die Baugruppe vorzeitig versagen, wenn die Außenhülle der Betriebsumgebung nicht standhalten kann. In Industrie- und Bauumgebungen sind diese Komponenten routinemäßig starkem Abrieb durch Reibung am Maschinenchassis, starker Sonneneinstrahlung und Verunreinigungen durch verschüttete Öle, Fette und Industriechemikalien ausgesetzt.
Um diesen Umweltgefahren entgegenzuwirken, ist der Grandflex DIN EN853 1SN / SAE 100R1AT mit einer Hülle aus wetter- und ölbeständigem Synthesekautschuk ausgestattet. Diese spezielle Elastomermischung ist so formuliert, dass sie der Zersetzung durch ultraviolettes (UV) Licht und Ozon widersteht, was dazu führen kann, dass Standardgummi mit der Zeit reißt und sich verschlechtert. Darüber hinaus stellen seine ölbeständigen Eigenschaften sicher, dass versehentliches Verschütten oder Auslaufen von benachbarten Maschinen die strukturelle Integrität der Abdeckung nicht beeinträchtigen. Durch die Aufrechterhaltung einer robusten Barriere gegen äußere Bedrohungen schützt die wetter- und ölbeständige Abdeckung aus synthetischem Gummi den darunter liegenden hochfesten Stahldraht vor Rost und mechanischen Beschädigungen und verlängert so die Betriebslebensdauer der gesamten Baugruppe erheblich.
Die Umwandlung von synthetischem Rohkautschuk und hochfestem Stahldraht in eine fertige Hochleistungs-Fluidübertragungsleitung ist ein komplexer, mehrstufiger Herstellungsprozess. Dafür sind modernste Maschinen, strenge Qualitätskontrollprotokolle und ein präzises Umweltmanagement erforderlich. Der Produktionsprozess kann im Allgemeinen in mehrere Schlüsselphasen unterteilt werden: Compound-Vorbereitung, Extrusion des Innenrohrs, Aufbringen der Verstärkung, Extrusion der Außenhülle, Vulkanisation und Endprüfung. Jeder Schritt muss mit höchster Präzision ausgeführt werden, um sicherzustellen, dass das Endprodukt strengen internationalen Standards entspricht.
Die Herstellungsreise beginnt in der Mischabteilung, wo die Rohstoffe für die Synthesekautschukmischungen vorbereitet werden. Rohe Elastomere werden mit verschiedenen Additiven kombiniert, darunter Ruß (für Festigkeit und UV-Beständigkeit), Weichmacher (für Flexibilität), Antioxidantien (um Alterung zu verhindern) und Härter (wie Schwefel oder Peroxide). Diese Zutaten werden genau abgewogen und in riesige Innenmischer, wie z. B. Banbury-Mischer, eingespeist, die enorme mechanische Kraft und Hitze nutzen, um die Materialien zu einer homogenen Masse zu vermischen. Die resultierende Gummimischung wird dann zu kontinuierlichen Platten oder Streifen gemahlen, die dann der Extrusionsmaschine zugeführt werden können. Für das ölbeständige Innenrohr und die wetterbeständige Außenhülle werden separate, unterschiedliche Compounds hergestellt, da sich deren Leistungsanforderungen erheblich unterscheiden.
Der erste physikalische Umformschritt ist die Herstellung des Innenrohrs. Dies geschieht mit einer speziellen Maschine namens Extruder. Die vorbereitete Synthesekautschukmischung wird dem Extruder zugeführt, wo eine rotierende Schnecke das Material durch einen beheizten Zylinder drückt. Durch die Hitze und den Druck wird der Gummi weicher und dadurch biegsam. Am Ende des Laufs wird der Gummi durch eine präzisionsgefertigte Matrize und einen zentralen Dorn gepresst. Der Dorn bestimmt den Innendurchmesser des Rohrs, während die Matrize den Außendurchmesser und die Wandstärke bestimmt.
Für den Grandflex DIN EN853 1SN / SAE 100R1AT muss dieser Extrusionsprozess streng kontrolliert werden, um Innenschläuche herzustellen, die schließlich metrische Größen von 5,0 mm bis 51,0 mm (entspricht 3/16 Zoll bis 2 Zoll) aufnehmen können. Wenn der heiße, unvulkanisierte Gummischlauch den Extruder verlässt, wird er normalerweise in einem Wasserbad abgekühlt, um seine Abmessungen zu stabilisieren. Zu diesem Zeitpunkt ist der Gummi noch relativ weich und unvulkanisiert, was bedeutet, dass er vorsichtig gehandhabt werden muss, um Verformungen zu vermeiden, bevor die Verstärkungsschicht aufgetragen wird.
Sobald der Innenschlauch extrudiert und stabilisiert wurde, gelangt er in die Flechtabteilung. Hier kommt der entscheidende hochfeste Stahldraht zum Einsatz. Der Innenschlauch wird durch die Mitte einer massiven Flechtmaschine geführt, die aus mehreren Trägern besteht, die Spulen aus feinem Stahldraht halten. Diese Träger bewegen sich auf komplexen, sich kreuzenden Kreisbahnen und verweben die Drahtstränge in einem präzisen, kontinuierlichen Muster über die Oberfläche des Innenrohrs.
Bei einem Produkt mit einem einzelnen Geflecht aus hochfestem Stahldraht ist die Maschine so kalibriert, dass sie den Draht in einem bestimmten Winkel ablegt – normalerweise etwa 54 Grad und 44 Minuten, der sogenannte neutrale Winkel. Das Flechten in genau diesem Winkel stellt sicher, dass die Kräfte, die versuchen, den Durchmesser zu erweitern, und die Kräfte, die versuchen, die Struktur zu verlängern, perfekt ausgeglichen werden, wenn die Baugruppe einem Innendruck ausgesetzt wird, was zu minimalen Dimensionsänderungen führt. Dabei muss die Spannung jedes einzelnen Drahtes streng überwacht werden; Wenn die Spannung ungleichmäßig ist, wird das resultierende Geflecht beschädigt, was zu Schwachstellen und potenziellen Ausfällen im Feld führt.
Sobald die Stahldrahtverstärkung sicher angebracht ist, wird die halbfertige Baugruppe zu einer zweiten Extrusionslinie geleitet, wo die äußere Abdeckung angebracht wird. Der Prozess ähnelt dem Extrudieren von Innenrohren, die Größe der Düse ist jedoch auf den größeren Durchmesser der verstärkten Struktur abgestimmt. Die wetter- und ölbeständige Synthesekautschukmischung wird erhitzt und über das Drahtgeflecht gepresst, wodurch ein nahtloser, schützender Außenmantel entsteht.
In dieser Phase ist es entscheidend, eine hervorragende Haftung zwischen der Außenhülle und der Stahldrahtverstärkung zu erreichen. Bei einigen Herstellungsprozessen wird vor dem Extrudieren der Außenhülle eine dünne Schicht Klebstoff oder ein spezielles Bindemittel auf das Drahtgeflecht aufgetragen. Dadurch wird sichergestellt, dass die Schichten nicht delaminieren oder sich trennen, wenn die Baugruppe im Betrieb starker Biegung oder mechanischer Beanspruchung ausgesetzt ist. Auch die Dicke der Außenhülle wird sorgfältig kontrolliert, um ausreichenden Schutz zu bieten, ohne unnötiges Gewicht oder Steifheit hinzuzufügen.
An diesem Punkt des Produktionsprozesses hat die Baugruppe ihre endgültige Form und Struktur, der synthetische Kautschuk ist jedoch noch ungehärtet. Um seine endgültigen physikalischen Eigenschaften wie Elastizität, Zugfestigkeit und Beständigkeit gegen Hitze und Chemikalien zu erreichen, muss der Gummi vulkanisiert werden. Vulkanisation ist ein chemischer Prozess, der die Polymerketten im Gummi vernetzt und ihn von einer weichen, klebrigen Substanz in ein haltbares, elastisches Elastomer umwandelt.
Die unvulkanisierten Baugruppen werden typischerweise fest mit einem Nylon- oder Bleiband umwickelt, um ihre Form beizubehalten und die Schichten zu festigen, und dann in riesige Industrieautoklaven gegeben. In den Autoklaven wird Hochdruckdampf eingeleitet, der die Produkte für eine bestimmte Dauer präzisen Temperaturen und Drücken aussetzt. Durch die Hitze werden die chemischen Härter in den Gummimischungen aktiviert, wodurch die Vernetzungsreaktion stattfindet. Sobald der Vulkanisationszyklus abgeschlossen ist, werden die Baugruppen aus dem Autoklaven entnommen und das Verpackungsband abgezogen, wodurch die charakteristische strukturierte Oberfläche zurückbleibt, die man oft bei industriellen Flüssigkeitsübertragungsleitungen sieht.
Die oben beschriebenen strengen Materialien und Produktionsprozesse sind darauf ausgelegt, ein Produkt herzustellen, das genau den technischen Spezifikationen entspricht. Das Verständnis dieser Spezifikationen ist entscheidend für die Auswahl der richtigen Komponente für eine bestimmte Anwendung. Der Grandflex DIN EN853 1SN / SAE 100R1AT dient als hervorragende Fallstudie zur Analyse dieser wichtigen Leistungskennzahlen.
Die Größe ist die grundlegendste Spezifikation. Der Innendurchmesser bestimmt das Volumen und die Geschwindigkeit der Flüssigkeit, die übertragen werden kann. Das Grandflex-Produkt ist in einer Vielzahl metrischer Größen erhältlich, insbesondere von 5,0 mm bis 51,0 mm, was imperialen Größen von 3/16 Zoll bis 2 Zoll entspricht. Dieser große Größenbereich stellt sicher, dass Ingenieure den geeigneten Durchmesser auswählen können, um Druckverluste zu minimieren und eine übermäßige Flüssigkeitsgeschwindigkeit zu verhindern, die zu Wärmeentwicklung und Systemineffizienz führen kann.
Druckwerte sind der ultimative Test für die Integrität der Verstärkungsschicht. Es sind zwei primäre Druckmetriken zu berücksichtigen: Arbeitsdruck und Berstdruck. Der Arbeitsdruck ist der maximale Dauerdruck, unter dem das System unter normalen Bedingungen arbeiten sollte. Für den Grandflex DIN EN853 1SN / SAE 100R1AT liegt der Arbeitsdruck zwischen 4,0 MPa und 25,0 MPa (entspricht 580 Psi bis 3625 Psi), abhängig von der spezifischen Größe der Baugruppe. Kleinere Durchmesser können aufgrund der physikalischen Wirkung der Ringspannung im Allgemeinen höhere Drücke aushalten als größere Durchmesser.
Der Berstdruck ist ein Sicherheitsmaß; Er stellt den absoluten Mindestdruck dar, bei dem in einer Laborumgebung ein katastrophaler Ausfall (Bruch) zu erwarten ist. Industriestandards verlangen in der Regel, dass der Berstdruck mindestens das Vierfache des maximalen Arbeitsdrucks beträgt, was einen Sicherheitsfaktor von 4:1 bietet. Der Berstdruck für dieses spezielle Grandflex-Produkt liegt je nach Größe beeindruckend zwischen 16 MPa und 100 MPa und gewährleistet so einen robusten Sicherheitsspielraum gegen unerwartete Druckspitzen oder hydraulische Stöße.

Bei mobilen Hydrauliksystemen und kompakten Industriemaschinen sind Flexibilität und Gewicht entscheidende Faktoren. Der Biegeradius gibt die engste Kurve an, in die die Baugruppe gebogen werden kann, ohne zu knicken, die Drahtverstärkung zu beschädigen oder den Flüssigkeitsfluss einzuschränken. Das Grandflex-Produkt bietet einen Biegeradius, der je nach Größe zwischen 90 mm und 630 mm liegt. Diese Flexibilität ermöglicht eine einfachere Verlegung durch enge Motorräume und komplexe mechanische Verbindungen.
Auch das Gewicht spielt eine Rolle, insbesondere bei mobilen Geräten, wo das Gesamtgewicht des Fahrzeugs die Kraftstoffeffizienz und Leistung beeinflusst. Aufgrund seiner effizienten Einzeldraht-Geflechtkonstruktion liegt das Gewicht dieses Produkts je nach Größe zwischen 0,20 kg/m und 2,00 kg/m. Dies stellt eine relativ leichte Lösung dar, ohne dass die erforderliche Druckhaltefähigkeit darunter leidet.
Da Fluidtechniksysteme unter extremen Drücken arbeiten, sind Sicherheit und Zuverlässigkeit von größter Bedeutung. Um Konsistenz und Sicherheit auf dem globalen Markt zu gewährleisten, haben internationale Normungsorganisationen strenge Test- und Leistungskriterien festgelegt. Ein qualitativ hochwertiges Produkt muss hergestellt werden, um diese festgelegten Standards zu erfüllen oder zu übertreffen.
Der Grandflex DIN EN853 1SN / SAE 100R1AT ist so konstruiert, dass er mehreren wichtigen Industrie-Benchmarks vollständig entspricht. Es erfüllt die Anforderungen des SAE 100R1AT-Standards, der von der Society of Automotive Engineers festgelegt wurde und die Abmessungen, Leistung und Testverfahren für eindrahtgeflechtverstärkte Produkte vorschreibt. Darüber hinaus entspricht es der Norm EN853 1SN, einer europäischen Norm, die ähnlich strenge Kriterien festlegt. Zusätzlich zu diesen primären Bezeichnungen erfüllt das Produkt auch die Spezifikationen ISO 1436 und SAE J517, was globale Kompatibilität gewährleistet und Ingenieuren die Gewissheit gibt, dass die Komponente in anspruchsvollen Umgebungen zuverlässig funktioniert.
Die spezielle Kombination aus einem ölbeständigen Innenrohr, einem einzelnen Geflecht aus hochfestem Stahldraht und einer wetter- und ölbeständigen Abdeckung aus synthetischem Gummi macht diese Art von Produkt unglaublich vielseitig. Seine robuste Konstruktion ermöglicht den Einsatz in einem breiten Spektrum anspruchsvoller Branchen.
Einer der Hauptanwendungsfälle sind Hochdruckhydraulikanwendungen, bei denen eine zuverlässige Flüssigkeitsübertragung nicht verhandelbar ist. Im Bereich der Industriemaschinen werden diese Komponenten zum Antrieb von Pressen, Spritzgussmaschinen und automatisierten Montagegeräten verwendet und sorgen für die präzise Kraft, die für die schwere Fertigung erforderlich ist. Baumaschinen wie Bagger, Lader und Kräne sind in hohem Maße auf diese robusten Leitungen angewiesen, um massive Zylinder und Motoren unter rauen, abrasiven Bedingungen anzutreiben. Darüber hinaus sind sie unverzichtbar in mobilen Hydrauliksystemen in landwirtschaftlichen Traktoren, Forstmaschinen und kommunalen Nutzfahrzeugen, wo Flexibilität, Haltbarkeit und Widerstandsfähigkeit gegenüber Umwelteinflüssen für den täglichen Betrieb von entscheidender Bedeutung sind.
Der Grandflex DIN EN853 1SN / SAE 100R1AT stellt eine hochentwickelte Lösung für die anspruchsvolle Fluidkraftübertragung dar und kombiniert einen ölbeständigen Innenschlauch aus synthetischem Gummi, ein robustes Einzelgeflecht aus hochfestem Stahldraht und eine langlebige wetter- und ölbeständige Abdeckung, um zuverlässige Leistung für Industriemaschinen, Baumaschinen und mobile Hydrauliksysteme zu bieten. Mit seinem breiten Spektrum an metrischen Größen (5,0 mm bis 51,0 mm), beeindruckenden Arbeitsdrücken (4,0 MPa bis 25,0 MPa) und der strikten Einhaltung der Standards SAE 100R1AT, EN853 1SN, ISO 1436 und SAE J517 bietet dieses Produkt Ingenieuren und Wartungsfachleuten eine vielseitige, hochwertige Komponente, die perfekt für sichere und effiziente Hochdruckhydraulikanwendungen geeignet ist.































