Просмотры: 0 Автор: Редактор сайта Время публикации: 29.06.2026 Происхождение: Сайт
В сложном и требовательном мире современных гидроэнергетических систем понимание фундаментальных компонентов, приводящих в движение оборудование, абсолютно необходимо для инженеров, специалистов по техническому обслуживанию и промышленных операторов. Среди этих важнейших компонентов Гидравлический шланг выделяется как жизненно важный трубопровод, который передает энергию, контролирует движение и обеспечивает бесперебойную работу тяжелого оборудования в бесчисленных секторах. Независимо от того, используются ли эти гибкие трубопроводы в массивных строительных экскаваторах, сложных производственных сборочных линиях или универсальных мобильных гидравлических системах, они призваны безопасно и эффективно удерживать и направлять жидкости под давлением. Чтобы в полной мере оценить их возможности, необходимо глубоко вникнуть в сложные материалы и сложные производственные процессы, которые превращают необработанные эластомеры и сталь в высокотехнологичные решения для передачи жидкости. Это всестороннее исследование позволит осветить строгие инженерные принципы, достижения в области материаловедения и технологии производства, необходимые для производства шлангов, способных выдерживать экстремальное давление, суровые условия окружающей среды и постоянные механические нагрузки.
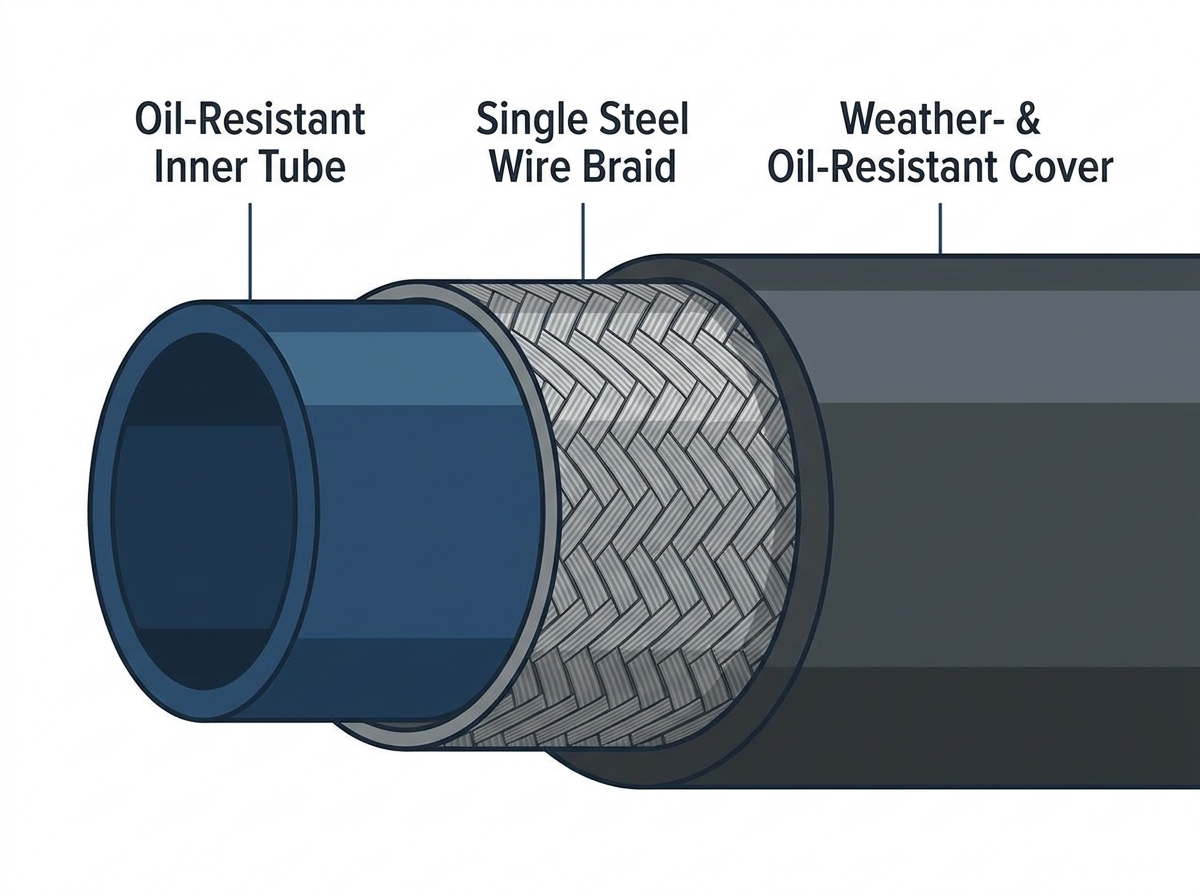
Многослойная конструкция стандартной линии передачи жидкости, в которой выделяются внутренняя трубка, армирующая проволока и защитная внешняя оболочка.
Чтобы понять производственные процессы и выбор материалов, необходимых для создания надежного гидропровода, сначала необходимо понять его базовую структурную анатомию. Стандартный промышленный шланг — это не просто резиновая трубка; это высокотехнологичная многослойная композитная конструкция, призванная сочетать гибкость с огромной структурной целостностью. Архитектура обычно состоит из трех основных компонентов: внутренней трубки, армирующего слоя и внешнего покрытия. Каждый из этих слоев выполняет отдельную и незаменимую функцию, а конкретные материалы, выбранные для каждого слоя, определяют общую производительность, совместимость и долговечность конечного продукта.
Внутренняя трубка — это самый внутренний слой, который непосредственно контактирует с гидравлической жидкостью. Его основная обязанность — удерживать жидкость, не допуская ее разложения, набухания или проникновения. Армирующий слой окружает внутреннюю трубку и обеспечивает структурную прочность, необходимую для того, чтобы выдерживать высокое внутреннее давление, создаваемое гидроэнергетическими системами. Без этого критического слоя внутренняя трубка просто раздулась бы и лопнула бы под давлением. Наконец, внешнее покрытие действует как первая линия защиты от внешних факторов окружающей среды, защищая хрупкий армирующий слой от физического истирания, химического воздействия, ультрафиолетового излучения и экстремальных погодных условий. Вместе эти три слоя образуют единое целое, которое должно безупречно работать в условиях постоянной динамической нагрузки.
Внутренняя трубка, возможно, является наиболее химически чувствительным компонентом всей сборки. Поскольку он находится в постоянном прямом контакте с трансмиссионной жидкостью, которая может варьироваться от масел на нефтяной основе до водно-гликолевых смесей и синтетических смазочных материалов, материал должен демонстрировать исключительную химическую совместимость. В случае продукта Grandflex DIN EN853 1SN / SAE 100R1AT внутренняя трубка тщательно изготовлена из маслостойкого синтетического каучука. Этот особый состав материала выбран из-за его способности сохранять структурную целостность и стабильность размеров даже при воздействии агрессивных гидравлических жидкостей на нефтяной основе при повышенных температурах.
Если для внутренней трубки использовался несовместимый материал, гидравлическая жидкость может привести к набуханию, размягчению или хрупкости резины. Набухание уменьшает внутренний диаметр канала, ограничивая поток жидкости и вызывая падение давления, что отрицательно влияет на эффективность системы. С другой стороны, хрупкость может привести к микротрещинам, что в конечном итоге позволяет жидкости под давлением просачиваться в армирующий слой, ставя под угрозу всю конструкцию. Таким образом, рецептура синтетического каучука, используемого в внутренней трубке, является узкоспециализированной областью материаловедения, требующей точных смесей полимеров, пластификаторов и отвердителей для достижения идеального баланса гибкости, непроницаемости и маслостойкости.
Хотя внутренняя трубка содержит жидкость, именно армирующий слой фактически удерживает давление. Тип, количество и конфигурация армирующего материала напрямую определяют рабочее давление и номинальное давление разрыва узла. Для гидравлических систем высокого давления промышленным стандартом является высокопрочная стальная проволока. В конструкции Grandflex DIN EN853 1SN / SAE 100R1AT для армирования используется одинарная оплетка из высокопрочной стальной проволоки. Эта конфигурация однопроволочной оплетки обеспечивает превосходный баланс между сдерживанием давления и механической гибкостью.
Стальная проволока, используемая в этих целях, не является стандартной конструкционной сталью; он специально вытянут и обработан для достижения исключительной прочности на разрыв. В процессе производства несколько нитей этой высокопрочной проволоки сплетаются вместе в точном перекрестном порядке поверх внутренней трубки. Эта плетеная структура позволяет узлу слегка расширяться при скачках давления (действуя как амортизатор), предотвращая при этом катастрофический отказ. Угол оплетки является важнейшим инженерным параметром; он должен быть точно рассчитан, чтобы шланг не удлинялся и не сжимался чрезмерно под давлением. Одинарная оплетка из высокопрочной стальной проволоки особенно хорошо подходит для промышленного оборудования и мобильных гидравлических систем, где требуется сочетание высокого давления и умеренной гибкости.
Внешняя крышка представляет собой защитный экран, обеспечивающий долговечность внутренних компонентов. Даже если внутренняя трубка и армирующий слой спроектированы идеально, сборка выйдет из строя преждевременно, если внешнее покрытие не сможет противостоять рабочей среде. В промышленности и строительстве эти компоненты обычно подвергаются сильному истиранию из-за трения о шасси машин, воздействия резкого солнечного света и загрязнения пролитыми маслами, смазками и промышленными химикатами.
Для борьбы с этими опасностями для окружающей среды Grandflex DIN EN853 1SN / SAE 100R1AT оснащен чехлом из погодо- и маслостойкой синтетической резины. Этот специализированный эластомерный состав разработан таким образом, чтобы противостоять разрушению под воздействием ультрафиолетового (УФ) света и озона, которые со временем могут привести к растрескиванию и разрушению стандартной резины. Кроме того, его маслостойкие свойства гарантируют, что случайные разливы или утечки из соседнего оборудования не поставят под угрозу структурную целостность покрытия. Поддерживая надежный барьер против внешних угроз, погодо- и маслостойкое покрытие из синтетического каучука защищает лежащую под ним высокопрочную стальную проволоку от ржавчины и механических повреждений, тем самым значительно продлевая срок службы всей сборки.
Преобразование сырого синтетического каучука и высокопрочной стальной проволоки в готовую высокопроизводительную линию передачи жидкости представляет собой сложный многоэтапный производственный процесс. Это требует современного оборудования, строгих протоколов контроля качества и точного управления окружающей средой. Производственный процесс обычно можно разделить на несколько ключевых этапов: подготовка компаунда, экструзия внутренней трубки, нанесение армирования, экструзия внешнего покрытия, вулканизация и окончательное тестирование. Каждый шаг должен выполняться с высочайшей точностью, чтобы конечный продукт соответствовал строгим международным стандартам.
Производство начинается в цехе смешивания, где подготавливается сырье для смесей синтетического каучука. Сырые эластомеры комбинируются с различными добавками, включая углеродную сажу (для прочности и устойчивости к ультрафиолетовому излучению), пластификаторы (для гибкости), антиоксиданты (для предотвращения старения) и отвердители (такие как сера или пероксиды). Эти ингредиенты точно взвешиваются и подаются в массивные внутренние смесители, такие как смесители Banbury, которые используют огромную механическую силу и тепло для смешивания материалов в однородную смесь. Полученную резиновую смесь затем измельчают в непрерывные листы или полосы, готовые к подаче в экструзионное оборудование. Для маслостойкой внутренней трубки и атмосферостойкого внешнего покрытия изготавливаются отдельные составы, поскольку их эксплуатационные требования существенно различаются.
Первым шагом физического формования является создание внутренней трубки. Это достигается с помощью специальной машины, называемой экструдером. Подготовленная смесь синтетического каучука подается в экструдер, где вращающийся шнек проталкивает материал через нагретый цилиндр. Тепло и давление смягчают резину, делая ее податливой. На конце цилиндра резина проталкивается через прецизионно обработанную матрицу и центральную оправку. Оправка определяет внутренний диаметр трубы, а матрица определяет внешний диаметр и толщину стенки.
Для Grandflex DIN EN853 1SN / SAE 100R1AT этот процесс экструзии должен строго контролироваться для производства внутренних трубок, которые в конечном итоге будут соответствовать метрическим размерам в диапазоне от 5,0 мм до 51,0 мм (что эквивалентно от 3/16 дюйма до 2 дюймов). Когда горячая невулканизированная резиновая трубка выходит из экструдера, ее обычно охлаждают на водяной бане для стабилизации ее размеров. На этом этапе резина все еще относительно мягкая и неотвержденная, а это означает, что с ней следует обращаться осторожно, чтобы предотвратить деформацию перед нанесением армирующего слоя.
После того как внутренняя трубка экструдирована и стабилизирована, она поступает в отдел плетения. Здесь применяется критически важная высокопрочная стальная проволока. Внутренняя трубка проходит через центр массивной оплеточной машины, состоящей из нескольких держателей, удерживающих катушки тонкой стальной проволоки. Эти держатели движутся по сложным, пересекающимся круговым траекториям, оплетая пряди проволоки по поверхности внутренней трубки точным и непрерывным узором.
Для изделий с одинарной оплеткой из высокопрочной стальной проволоки машина калибруется для укладки проволоки под определенным углом — обычно около 54 градусов и 44 минут, известным как нейтральный угол. Плетение под таким точным углом гарантирует, что когда узел подвергается внутреннему давлению, силы, пытающиеся расширить диаметр, и силы, пытающиеся удлинить конструкцию, идеально сбалансированы, что приводит к минимальным изменениям размеров. При этом процессе необходимо строго следить за натяжением каждой отдельной проволоки; если натяжение неравномерно, полученная оплетка будет повреждена, что приведет к появлению слабых мест и возможным разрывам в полевых условиях.
Когда армирующая стальная проволока надежно закреплена, полуфабрикат направляется на вторую экструзионную линию для нанесения внешнего покрытия. Этот процесс аналогичен экструзии внутренней трубы, но размер матрицы рассчитан на больший диаметр армированной конструкции. Устойчивая к атмосферным воздействиям и маслам синтетическая резиновая смесь нагревается и наносится на проволочную оплетку, создавая бесшовную защитную внешнюю оболочку.
На этом этапе крайне важно добиться превосходного сцепления между внешним покрытием и арматурой из стальной проволоки. В некоторых производственных процессах перед экструдированием внешнего покрытия поверх проволочной оплетки наносится тонкий слой клея или специального связующего вещества. Это гарантирует, что слои не расслаиваются и не разделяются, когда сборка подвергается сильному изгибу или механическому напряжению во время эксплуатации. Толщина внешнего покрытия также тщательно контролируется, чтобы обеспечить адекватную защиту без увеличения веса или жесткости.
На этом этапе производственного процесса сборка имеет окончательную форму и структуру, но синтетический каучук все еще не вулканизирован. Чтобы достичь своих окончательных физических свойств, таких как эластичность, прочность на разрыв и устойчивость к теплу и химикатам, каучук должен подвергнуться вулканизации. Вулканизация — это химический процесс, который сшивает полимерные цепи внутри резины, превращая ее из мягкого липкого вещества в прочный и эластичный эластомер.
Невулканизированные сборки обычно плотно оборачивают нейлоновой или свинцовой лентой, чтобы сохранить форму и консолидировать слои, а затем помещают в массивные промышленные автоклавы. В автоклав подается пар под высоким давлением, который подвергает продукты воздействию точной температуры и давления в течение определенного времени. Тепло активирует химические отвердители в резиновых смесях, вызывая реакцию сшивания. После завершения цикла вулканизации сборки вынимаются из автоклава, а оберточная лента удаляется, оставляя после себя характерную текстурированную поверхность, которую часто можно увидеть на линиях передачи промышленных жидкостей.
Описанные выше строгие материалы и производственные процессы предназначены для производства продукции, соответствующей точным техническим спецификациям. Понимание этих спецификаций имеет решающее значение для выбора правильного компонента для конкретного применения. Grandflex DIN EN853 1SN / SAE 100R1AT служит отличным примером для анализа этих важнейших показателей производительности.
Размер является наиболее фундаментальной характеристикой. Внутренний диаметр определяет объем и скорость жидкости, которую можно передать. Продукция Grandflex доступна в широком диапазоне метрических размеров, в частности от 5,0 мм до 51,0 мм, что соответствует британским размерам от 3/16 дюйма до 2 дюймов. Такой широкий диапазон размеров гарантирует, что инженеры смогут выбрать подходящий диаметр, чтобы минимизировать перепады давления и предотвратить чрезмерную скорость жидкости, которая может привести к выделению тепла и неэффективности системы.
Номинальные значения давления являются окончательным испытанием целостности армирующего слоя. Следует учитывать два основных показателя давления: рабочее давление и давление разрыва. Рабочее давление – это максимальное постоянное давление, при котором система должна работать в нормальных условиях. Для Grandflex DIN EN853 1SN / SAE 100R1AT рабочее давление варьируется от 4,0 до 25,0 МПа (что эквивалентно от 580 до 3625 фунтов на квадратный дюйм), в зависимости от конкретного размера узла. Меньшие диаметры обычно выдерживают более высокое давление, чем большие диаметры, из-за физики окружного напряжения.
Разрывное давление является показателем безопасности; оно представляет собой абсолютное минимальное давление, при котором ожидается катастрофический отказ (разрыв) в лабораторных условиях. Отраслевые стандарты обычно требуют, чтобы давление разрыва превышало максимальное рабочее давление как минимум в четыре раза, обеспечивая коэффициент безопасности 4:1. Давление разрыва для этого конкретного продукта Grandflex варьируется от 16 до 100 МПа, в зависимости от размера, что обеспечивает надежный запас прочности против неожиданных скачков давления или гидравлического удара.
В мобильных гидравлических системах и компактном промышленном оборудовании решающими факторами являются гибкость и вес. Радиус изгиба указывает на самую крутую кривую, которую можно согнуть в сборе без перекручивания, повреждения армирующей проволоки или ограничения потока жидкости. Продукт Grandflex имеет радиус изгиба от 90 мм до 630 мм, в зависимости от размера. Такая гибкость позволяет упростить прокладку через тесные моторные отсеки и сложные механические соединения.
Вес также является важным фактором, особенно в мобильном оборудовании, где общий вес транспортного средства влияет на топливную экономичность и производительность. Благодаря эффективной конструкции однопроволочной оплетки вес этого продукта колеблется от 0,20 кг/м до 2,00 кг/м, в зависимости от размера. Это обеспечивает относительно легкое решение без ущерба для необходимых возможностей сдерживания давления.
Поскольку гидроэнергетические системы работают под экстремальными давлениями, безопасность и надежность имеют первостепенное значение. Чтобы обеспечить согласованность и безопасность на мировом рынке, международные организации по стандартизации установили строгие критерии тестирования и производительности. Высококачественный продукт должен быть изготовлен так, чтобы соответствовать или превосходить эти установленные стандарты.
Grandflex DIN EN853 1SN / SAE 100R1AT полностью соответствует нескольким важным отраслевым стандартам. Он соответствует требованиям стандарта SAE 100R1AT, установленного Обществом инженеров автомобильной промышленности и определяющего размеры, характеристики и процедуры испытаний для изделий, армированных однопроволочной оплеткой. Кроме того, он соответствует стандарту EN853 1SN, европейскому стандарту, устанавливающему аналогичные строгие критерии. В дополнение к этим основным обозначениям, продукт также соответствует спецификациям ISO 1436 и SAE J517, что обеспечивает глобальную совместимость и дает инженерам уверенность в том, что компонент будет надежно работать в сложных условиях.
Особое сочетание маслостойкой внутренней трубки, одинарной оплетки из высокопрочной стальной проволоки и покрытия из погодо- и маслостойкого синтетического каучука делает этот тип продукта невероятно универсальным. Прочная конструкция позволяет использовать его в широком спектре требовательных отраслей.
Одним из основных случаев использования является гидравлическое оборудование высокого давления, где надежная передача жидкости не подлежит обсуждению. В сфере промышленного оборудования эти компоненты используются в приводах прессов, термопластавтоматов и автоматизированного сборочного оборудования, обеспечивая точную силу, необходимую для тяжелого производства. Строительная техника, такая как экскаваторы, погрузчики и краны, в значительной степени зависит от этих надежных линий для приведения в действие массивных цилиндров и двигателей в суровых абразивных условиях. Кроме того, они необходимы в мобильных гидравлических системах сельскохозяйственных тракторов, лесозаготовительной техники и коммунальной техники, где гибкость, долговечность и устойчивость к воздействию окружающей среды абсолютно необходимы для повседневной эксплуатации.
Grandflex DIN EN853 1SN / SAE 100R1AT представляет собой высокотехнологичное решение для требовательной передачи гидравлической энергии, сочетающее в себе маслостойкую внутреннюю трубку из синтетического каучука, прочную одинарную оплетку из высокопрочной стальной проволоки и прочное погодо- и маслостойкое покрытие, обеспечивающее надежную работу промышленного оборудования, строительного оборудования и мобильных гидравлических систем. Благодаря широкому диапазону метрических размеров (от 5,0 до 51,0 мм), впечатляющему рабочему давлению (от 4,0 до 25,0 МПа) и строгому соблюдению стандартов SAE 100R1AT, EN853 1SN, ISO 1436 и SAE J517 этот продукт предлагает инженерам и специалистам по техническому обслуживанию универсальный высококачественный компонент, идеально подходящий для безопасного и эффективного гидравлического применения под высоким давлением.