Megtekintések: 0 Szerző: Site Editor Közzététel ideje: 2026-06-29 Eredet: Telek
A modern folyadékenergia-rendszerek összetett és nagy igénybevételt jelentő világában a mérnökök, karbantartó szakemberek és ipari kezelők számára elengedhetetlen a gépeket meghajtó alapvető alkatrészek megértése. Ezen kritikus összetevők közül a A hidraulikus tömlő létfontosságú csővezetékként tűnik ki, amely energiát továbbít, szabályozza a mozgást, és biztosítja a nagy teherbírású berendezések zökkenőmentes működését számtalan szektorban. Legyen szó masszív építőipari kotrógépekről, bonyolult gyártósorokról vagy sokoldalú mobil hidraulikus rendszerekről, ezeknek a rugalmas csővezetékeknek a feladata a túlnyomásos folyadékok biztonságos és hatékony tárolása és irányítása. Ahhoz, hogy teljes mértékben értékelni lehessen képességeiket, mélyen el kell ásni azokat a bonyolult anyagokat és kifinomult gyártási folyamatokat, amelyek a nyers elasztomereket és acélt magasan megtervezett folyadékátviteli megoldásokká alakítják. Ez az átfogó feltárás megvilágítja a szigorú mérnöki alapelveket, az anyagtudományi fejlesztéseket és a gyártási technikákat, amelyek olyan tömlők előállításához szükségesek, amelyek képesek ellenállni az extrém nyomásoknak, a zord környezeti feltételeknek és a folyamatos mechanikai igénybevételnek.
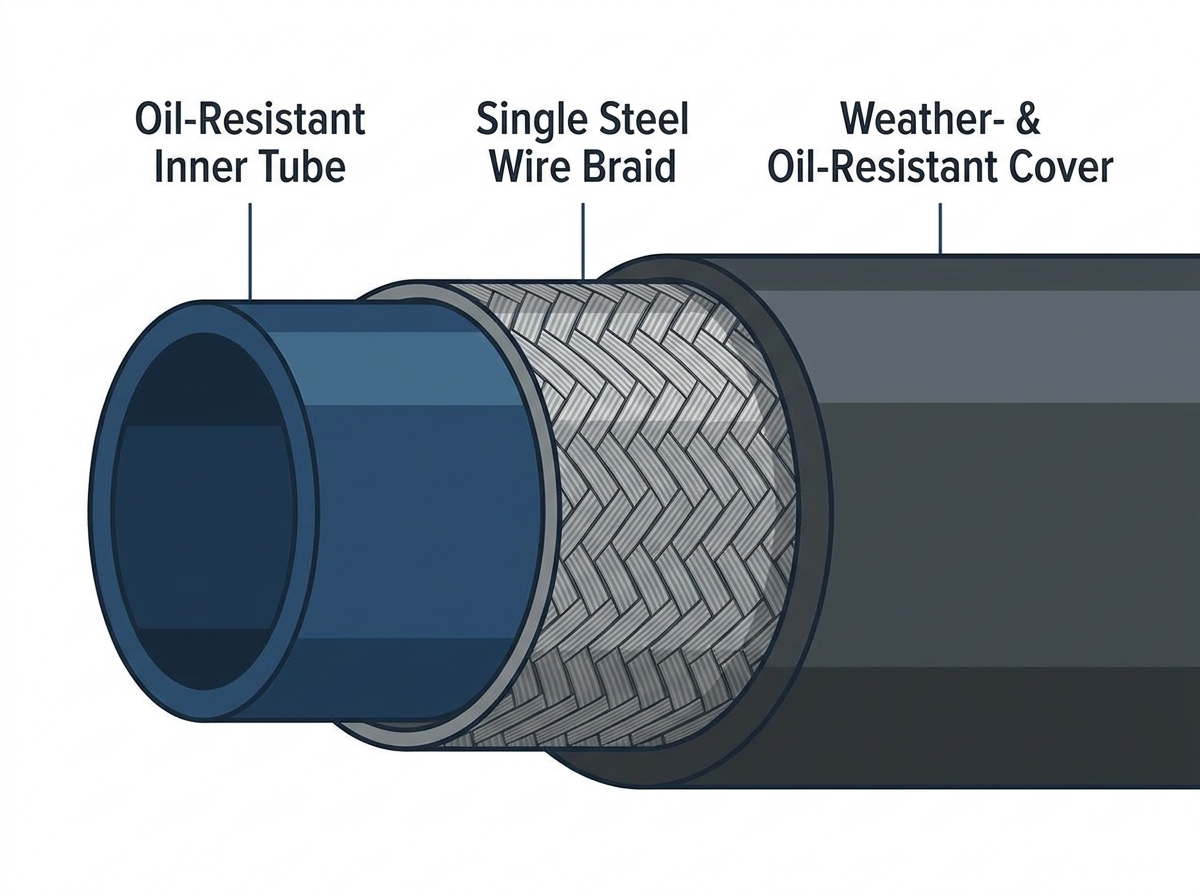
A szabványos folyadékátviteli vezeték többrétegű felépítése, kiemelve a belső csövet, a huzalerősítést és a külső védőburkolatot.
Ahhoz, hogy megértsük a gyártási folyamatokat és az anyagok kiválasztását, amelyek egy megbízható folyadékellátó vezeték létrehozásához szükségesek, először meg kell érteni annak alapvető szerkezeti anatómiáját. A szabványos ipari tömlő nem pusztán egy egyszerű gumicső; ez egy magasan megtervezett, többrétegű kompozit szerkezet, amely egyensúlyt teremt a rugalmasság és a hatalmas szerkezeti integritás között. Az architektúra általában három elsődleges összetevőből áll: a belső csőből, az erősítőrétegből és a külső burkolatból. Ezen rétegek mindegyike különálló és pótolhatatlan funkciót tölt be, és az egyes rétegekhez kiválasztott konkrét anyagok meghatározzák a végtermék általános teljesítményét, kompatibilitását és élettartamát.
A belső cső a legbelső réteg, amely közvetlenül érintkezik a hidraulikafolyadékkal. Elsődleges feladata, hogy a folyadékot visszatartsa anélkül, hogy az lebomolna, duzzadna vagy áthatolna. A megerősítő réteg körülveszi a belső csövet, és biztosítja azt a szerkezeti szilárdságot, amely ahhoz szükséges, hogy ellenálljon a folyadékellátó rendszerek által keltett nagy belső nyomásoknak. E kritikus réteg nélkül a belső cső egyszerűen léggömbölyű lenne, és nyomás hatására szétrepedne. Végül a külső burkolat az első védelmi vonalként működik a külső környezeti tényezőkkel szemben, megvédve az érzékeny erősítőréteget a fizikai kopástól, vegyi expozíciótól, ultraibolya sugárzástól és szélsőséges időjárási körülményektől. Ez a három réteg együtt egy összefüggő egységet alkot, amelynek folyamatos dinamikus igénybevétel mellett is hibátlanul kell működnie.
A belső cső vitathatatlanul a kémiailag legérzékenyebb alkatrésze az egész szerelvénynek. Mivel állandó, közvetlen érintkezésben van a sebességváltó folyadékkal – amely a kőolaj alapú olajoktól a víz-glikol keverékekig és szintetikus kenőanyagokig terjedhet – az anyagnak kivételes kémiai kompatibilitást kell mutatnia. A Grandflex DIN EN853 1SN / SAE 100R1AT termék esetében a belső cső olajálló szintetikus gumiból készült, aprólékosan. Ezt a speciális anyagösszetételt azért választották ki, mert képes megőrizni a szerkezeti integritást és a méretstabilitást még akkor is, ha agresszív kőolaj alapú hidraulika folyadékoknak vannak kitéve megemelt hőmérsékleten.
Ha nem kompatibilis anyagot használnak a belső csőhöz, a hidraulikafolyadék hatására a gumi megduzzadhat, meglágyulhat vagy törékennyé válhat. A duzzanat csökkenti a járat belső átmérőjét, korlátozza a folyadékáramlást és nyomásesést okoz, ami negatívan befolyásolja a rendszer hatékonyságát. A ridegség viszont mikrorepedéshez vezethet, ami végül lehetővé teszi, hogy a nyomás alatt lévő folyadék beszivárogjon az erősítőrétegbe, ami az egész szerkezetet veszélyezteti. Ezért a belső csőben használt szintetikus gumi kompaundálása az anyagtudomány rendkívül speciális területe, amely polimerek, lágyítók és térhálósítószerek precíz keverékeit igényli a rugalmasság, az átjárhatatlanság és az olajállóság tökéletes egyensúlyának eléréséhez.
Míg a belső cső tartalmazza a folyadékot, az erősítőréteg az, ami valójában tartja a nyomást. Az erősítőanyag típusa, mennyisége és konfigurációja közvetlenül meghatározza a szerelvény üzemi nyomását és felszakítási nyomását. A nagynyomású hidraulikus alkalmazásokhoz a nagy szakítószilárdságú acélhuzal az ipari szabvány. A Grandflex DIN EN853 1SN / SAE 100R1AT egyetlen nagy szakítószilárdságú acélhuzalfonatot használ a megerősítéshez. Ez az egyhuzalos fonat konfiguráció kiváló egyensúlyt biztosít a nyomástartás és a mechanikai rugalmasság között.
Az ezekben az alkalmazásokban használt acélhuzal nem szabványos szerkezeti acél; speciálisan húzott és kezelt, hogy rendkívüli szakítószilárdságot érjen el. A gyártási folyamat során ennek a nagy szakítószilárdságú huzalnak több szálát precíz, keresztezett mintázatban fonják össze a belső csövön. Ez a fonott szerkezet lehetővé teszi, hogy a szerelvény kissé kitáguljon nyomáslökések hatására (lengéscsillapítóként működik), miközben megakadályozza a katasztrofális meghibásodást. A fonat szöge kritikus műszaki paraméter; tökéletesen kell kiszámítani, hogy a tömlő ne nyúljon meg és ne húzódjon össze túlzottan nyomás alatt. Egyetlen nagy szakítószilárdságú acélhuzalfonat különösen jól használható ipari gépekhez és mobil hidraulikus rendszerekhez, ahol a nagy nyomás és a mérsékelt rugalmasság kombinációja szükséges.
A külső burkolat a védőpajzs, amely biztosítja a belső alkatrészek hosszú élettartamát. Még akkor is, ha a belső cső és az erősítőréteg tökéletesen megtervezett, az összeszerelés idő előtt meghibásodik, ha a külső burkolat nem bírja a működési környezetet. Ipari és építőipari környezetben ezek az alkatrészek rendszeresen erős kopásnak vannak kitéve a gép alvázához való dörzsölés, az erős napsugárzás, valamint a kiömlött olajok, zsírok és ipari vegyszerek okozta szennyeződés következtében.
E környezeti veszélyek leküzdésére a Grandflex DIN EN853 1SN / SAE 100R1AT időjárás- és olajálló szintetikus gumiból készült burkolattal van felszerelve. Ezt a speciális elasztomer vegyületet úgy alakították ki, hogy ellenálljon az ultraibolya (UV) fény és az ózon által okozott lebomlásnak, ami a szabványos gumi megrepedését és idővel elhasználódását okozhatja. Továbbá olajálló tulajdonságai biztosítják, hogy a szomszédos gépek véletlen kiömlése vagy szivárgása ne sértse a burkolat szerkezeti integritását. Az időjárás- és olajálló szintetikus gumiborítás a külső fenyegetésekkel szembeni robusztus védőréteg fenntartásával megvédi az alatta lévő nagy szakítószilárdságú acélhuzalt a rozsdától és a mechanikai sérülésektől, ezáltal jelentősen meghosszabbítja a teljes szerelvény élettartamát.
A nyers szintetikus gumi és a nagy szakítószilárdságú acélhuzal átalakítása kész, nagy teljesítményű folyadék átviteli vonalgá összetett, többlépcsős gyártási folyamat. Ehhez a legkorszerűbb gépekre, szigorú minőség-ellenőrzési protokollokra és precíz környezetgazdálkodásra van szükség. A gyártási folyamat általában több kulcsfázisra osztható: kompozíciókészítés, belső cső extrudálása, megerősítés alkalmazása, külső burkolat extrudálása, vulkanizálás és végső tesztelés. Minden lépést nagy pontossággal kell végrehajtani, hogy a végtermék megfeleljen a szigorú nemzetközi szabványoknak.
A gyártási út a keverő részlegben kezdődik, ahol előkészítik a szintetikus gumikeverékek alapanyagait. A nyers elasztomereket különféle adalékanyagokkal kombinálják, beleértve a kormot (az erősség és az UV-állóság érdekében), a lágyítószereket (a rugalmasságért), az antioxidánsokat (az öregedés megakadályozására) és a keményítőszereket (például kén vagy peroxidok). Ezeket az összetevőket pontosan lemérik, és masszív belső keverőkbe, például Banbury keverőkbe táplálják, amelyek hatalmas mechanikai erőt és hőt használnak az anyagok homogén vegyületté keveréséhez. A kapott gumikeveréket ezután folyamatos lapokká vagy csíkokká őrlik, és készen állnak az extrudálógépbe való betáplálásra. Az olajálló belső tömlőhöz és az időjárásálló külső burkolathoz külön, jól megkülönböztethető keverékek készülnek, mivel ezek teljesítményigénye jelentősen eltér egymástól.
Az első fizikai formázási lépés a belső cső létrehozása. Ezt egy speciális géppel, az úgynevezett extruderrel érik el. Az elkészített szintetikus gumikeveréket az extruderbe táplálják, ahol egy forgó csiga átnyomja az anyagot egy felhevített hordón. A hő és a nyomás lágyítja a gumit, így rugalmassá válik. A henger végén a gumit egy precíziós megmunkálású szerszámon és egy központi tüskén nyomják át. A tüske határozza meg a cső belső átmérőjét, míg a szerszám a külső átmérőt és a falvastagságot.
A Grandflex DIN EN853 1SN / SAE 100R1AT esetében ezt az extrudálási folyamatot szigorúan ellenőrizni kell, hogy olyan belső csöveket állítsanak elő, amelyek végül 5,0 mm és 51,0 mm (3/16 hüvelyk és 2 hüvelyk) közötti metrikus méretekhez is illeszkednek. Ahogy a forró, vulkanizálatlan gumicső kilép az extruderből, jellemzően vízfürdőben hűtik, hogy stabilizálják a méreteit. Ebben a szakaszban a gumi még viszonylag puha és megkötetlen, ami azt jelenti, hogy óvatosan kell bánni vele, hogy megelőzzük a deformációt az erősítőréteg felhordása előtt.
A belső cső extrudálása és stabilizálása után a zsinórozási részlegbe kerül. Itt alkalmazzák a kritikus nagy szakítószilárdságú acélhuzalt. A belső csövet egy masszív fonógép közepén vezetik át, amely több tartóból áll, amelyek finom acélhuzal orsókat tartanak. Ezek a hordozók bonyolult, egymást metsző körpályákon mozognak, precíz, folyamatos mintázatban átszövik a huzalszálakat a belső cső felületén.
Az egyetlen nagy szakítószilárdságú acélhuzalból készült zsinórból álló termék esetében a gép úgy van kalibrálva, hogy a huzalt meghatározott szögben fektesse le – jellemzően 54 fok körüli szögben, 44 perc alatt, amelyet semleges szögnek neveznek. A pontos szögben történő fonás biztosítja, hogy amikor a szerelvény belső nyomásnak van kitéve, az átmérő bővítését és a szerkezet meghosszabbítását megkísérlő erők tökéletesen kiegyensúlyozottak, minimális méretváltozást eredményezve. A folyamat során minden egyes vezeték feszességét szigorúan ellenőrizni kell; ha a feszítés egyenetlen, az így létrejövő fonat megsérül, ami gyenge pontokhoz és esetleges kitörési hibákhoz vezet a terepen.
Az acélhuzal megerősítése biztonságosan a helyén van, és a félkész szerelvény egy második extrudáló vonalra kerül a külső burkolat felhordásához. Az eljárás hasonló a belső cső extrudálásához, de a szerszámot úgy méretezték, hogy alkalmazkodjon a megerősített szerkezet nagyobb átmérőjéhez. Az időjárás- és olajálló szintetikus gumikeveréket felmelegítik és rányomják a huzalfonatra, varratmentes, védő külső köpenyt hozva létre.
Ebben a szakaszban kulcsfontosságú, hogy kiváló tapadást érjünk el a külső burkolat és az acélhuzal-erősítés között. Egyes gyártási folyamatokban a külső burkolat extrudálása előtt vékony ragasztóréteget vagy speciális kötőanyagot visznek fel a huzalfonatra. Ez biztosítja, hogy a rétegek ne váljanak ki és ne váljanak szét, amikor az egység működés közben erős hajlításnak vagy mechanikai igénybevételnek van kitéve. A külső burkolat vastagságát is gondosan ellenőrzik, hogy megfelelő védelmet biztosítsanak anélkül, hogy szükségtelen súlyt vagy merevséget kölcsönöznének.
A gyártási folyamat ezen a pontján az összeállítás megkapja végleges formáját és szerkezetét, de a szintetikus gumi még nem kötött ki. A végső fizikai tulajdonságainak – például rugalmasságának, szakítószilárdságának, hővel és vegyszerekkel szembeni ellenállásának – eléréséhez a gumit vulkanizálni kell. A vulkanizálás egy kémiai folyamat, amely a gumiban lévő polimer láncokat térhálósítja, és lágy, ragadós anyagból tartós, rugalmas elasztomerré alakítja.
A vulkanizálatlan szerelvényeket jellemzően szorosan nejlon- vagy ólomszalagba csomagolják, hogy megőrizzék alakjukat és megszilárdítsák a rétegeket, majd masszív ipari autoklávokba helyezik. Nagy nyomású gőzt vezetnek az autoklávba, és a termékeket egy meghatározott ideig pontos hőmérsékletnek és nyomásnak teszik ki. A hő beindítja a kémiai térhálósító szereket a gumikeverékekben, ami a térhálósodási reakciót idézi elő. Amint a vulkanizálási ciklus befejeződött, a szerelvényeket eltávolítják az autoklávból, és a csomagolószalagot eltávolítják, így az ipari folyadékátviteli vezetékeken gyakran látható jellegzetes texturált felületet hagyják hátra.
A fent leírt szigorú anyagok és gyártási folyamatok célja, hogy olyan terméket állítsanak elő, amely megfelel a pontos műszaki előírásoknak. Ezen specifikációk megértése kritikus fontosságú az adott alkalmazáshoz megfelelő összetevő kiválasztásához. A Grandflex DIN EN853 1SN / SAE 100R1AT kiváló esettanulmányként szolgál ezeknek a létfontosságú teljesítménymutatóknak az elemzéséhez.
A méret a legalapvetőbb specifikáció. A belső átmérő határozza meg a szállítható folyadék térfogatát és sebességét. A Grandflex termék metrikus méretek széles skálájában kapható, konkrétan 5,0 mm-től 51,0 mm-ig, ami a 3/16 hüvelyk és 2 hüvelyk közötti angol méreteknek felel meg. Ez a széles mérettartomány biztosítja, hogy a mérnökök kiválaszthassák a megfelelő átmérőt a nyomásesések minimalizálása és a túlzott folyadéksebesség elkerülése érdekében, ami hőtermelést és a rendszer hatékonyságának csökkenését okozhatja.
A nyomásértékek az erősítőréteg integritásának végső tesztje. Két elsődleges nyomásmérőt kell figyelembe venni: az üzemi nyomást és a felszakítási nyomást. Az üzemi nyomás az a maximális folyamatos nyomás, amelyen a rendszernek normál körülmények között működnie kell. A Grandflex DIN EN853 1SN / SAE 100R1AT esetében az üzemi nyomás 4,0 Mpa és 25,0 Mpa között van (ez 580 Psi és 3625 Psi közötti), az összeállítás konkrét méretétől függően. A kisebb átmérők általában nagyobb nyomást viselnek el, mint a nagyobb átmérők a karikafeszültség fizikája miatt.
A feltörési nyomás egy biztonsági mérőszám; azt az abszolút minimális nyomást jelenti, amelynél katasztrofális meghibásodás (szakadás) várható laboratóriumi körülmények között. Az iparági szabványok általában megkövetelik, hogy a felszakítási nyomás legalább négyszerese legyen a maximális üzemi nyomásnak, ami 4:1 biztonsági tényezőt biztosít. Ennek a Grandflex terméknek a feltörési nyomása lenyűgözően 16 Mpa és 100 Mpa között mozog, mérettől függően, így robusztus biztonsági sávot biztosít a váratlan nyomáscsúcsokkal vagy hidraulikus ütésekkel szemben.
A mobil hidraulikus rendszerekben és a kompakt ipari gépekben a rugalmasság és a súly kritikus szempont. A hajlítási sugár azt a legszorosabb ívet jelzi, amelyre a szerelvény meghajlítható anélkül, hogy meghajlítaná, károsítaná a huzalerősítést vagy korlátozná a folyadékáramlást. A Grandflex termék hajlítási sugara 90 mm-től 630 mm-ig terjed, mérettől függően. Ez a rugalmasság lehetővé teszi a könnyebb vezetést szűk motortereken és összetett mechanikus kötéseken keresztül.
A súly szintén fontos tényező, különösen a mobil berendezésekben, ahol a jármű össztömege befolyásolja az üzemanyag-hatékonyságot és a teljesítményt. A hatékony egyhuzalos fonott konstrukciónak köszönhetően a termék súlya mérettől függően 0,20 kg/m és 2,00 kg/m között mozog. Ez viszonylag könnyű megoldást biztosít anélkül, hogy feláldozná a szükséges nyomástartó képességeket.
Mivel a folyadékellátó rendszerek extrém nyomás alatt működnek, a biztonság és a megbízhatóság a legfontosabb. A globális piacon az egységesség és a biztonság biztosítása érdekében a nemzetközi szabványügyi szervezetek szigorú tesztelési és teljesítménykritériumokat állapítottak meg. Kiváló minőségű terméket kell gyártani, hogy megfeleljen vagy meghaladja ezeket a megállapított szabványokat.
A Grandflex DIN EN853 1SN / SAE 100R1AT úgy lett kialakítva, hogy teljes mértékben megfeleljen számos kritikus iparági benchmarknak. Megfelel a SAE 100R1AT szabvány követelményeinek, amelyet a Society of Automotive Engineers hozott létre, és amely meghatározza az egyhuzalos fonattal megerősített termékek méreteit, teljesítményét és vizsgálati eljárásait. Ezenkívül megfelel az EN853 1SN szabványnak, egy európai szabványnak, amely hasonló szigorú kritériumokat határoz meg. Ezen elsődleges jelöléseken kívül a termék megfelel az ISO 1436 és SAE J517 előírásoknak is, biztosítva ezzel a globális kompatibilitást és a mérnökök számára azt a magabiztosságot, hogy az alkatrész megbízhatóan fog működni az igényes környezetben.
Az olajálló belső cső, a nagy szakítószilárdságú acélhuzal egyetlen fonatja, valamint az időjárás- és olajálló szintetikus gumiborítás különleges kombinációja ezt a terméktípust hihetetlenül sokoldalúvá teszi. Robusztus felépítése lehetővé teszi az igényes iparágak széles spektrumában történő alkalmazását.
Az egyik elsődleges felhasználási eset a nagynyomású hidraulikus alkalmazásokban van, ahol a megbízható folyadékátvitel nem alku tárgya. Az ipari gépek területén ezeket az alkatrészeket prések, fröccsöntő gépek és automatizált összeszerelő berendezések meghajtására használják, biztosítva a nehéz gyártáshoz szükséges pontos erőt. Az építőipari berendezések, például a kotrógépek, rakodók és daruk nagymértékben támaszkodnak ezekre a robusztus vonalakra, hogy masszív hengereket és motorokat működtetjenek durva, koptató körülmények között. Ezenkívül nélkülözhetetlenek a mezőgazdasági traktorokban, erdészeti berendezésekben és kommunális haszongépjárművekben található mobil hidraulikus rendszerekben, ahol a rugalmasság, a tartósság és a környezeti hatásokkal szembeni ellenállás elengedhetetlen a napi működéshez.
A Grandflex DIN EN853 1SN / SAE 100R1AT magasan megtervezett megoldást jelent az igényes folyékony erőátvitelhez, amely ötvözi az olajálló szintetikus gumi belső csövet, a nagy szakítószilárdságú acélhuzal robusztus egyetlen fonatát, valamint a tartós időjárás- és olajálló burkolatot, hogy megbízható teljesítményt nyújtson ipari gépeken, építőipari berendezéseken és mobil hidraulikus rendszereken. A metrikus méretek széles választékával (5,0 mm-től 51,0 mm-ig), lenyűgöző üzemi nyomásával (4,0 Mpa-tól 25,0 Mpa-ig) és a SAE 100R1AT, EN853 1SN, ISO 1436 és SAE J517 szabványok szigorú betartásával ez a termék a mérnökök és karbantartó szakemberek számára egy tökéletesen biztonságos, sokoldalú és magas minőségű hidraulikus alkalmazásokhoz kínál megoldást.