Aantal keren bekeken: 0 Auteur: Site-editor Publicatietijd: 29-06-2026 Herkomst: Locatie
In de complexe en zeer veeleisende wereld van moderne vloeistofkrachtsystemen is het begrijpen van de fundamentele componenten die machines aandrijven absoluut essentieel voor ingenieurs, onderhoudsprofessionals en industriële operators. Onder deze kritische componenten zijn de Hydraulische slangen onderscheiden zich als een essentieel kanaal dat energie overbrengt, bewegingen controleert en de naadloze werking van zwaar materieel in talloze sectoren garandeert. Of ze nu worden ingezet in enorme bouwgraafmachines, ingewikkelde productie-assemblagelijnen of veelzijdige mobiele hydraulische systemen, deze flexibele pijpleidingen zijn belast met het veilig en efficiënt vasthouden en leiden van vloeistoffen onder druk. Om hun capaciteiten ten volle te kunnen waarderen, moet men zich diep verdiepen in de ingewikkelde materialen en geavanceerde productieprocessen die ruwe elastomeren en staal transformeren in hoogontwikkelde oplossingen voor vloeistoftransmissie. Deze uitgebreide verkenning zal de rigoureuze technische principes, de vooruitgang op het gebied van de materiaalwetenschap en de productietechnieken belichten die nodig zijn om slangen te produceren die bestand zijn tegen extreme druk, zware omgevingsomstandigheden en voortdurende mechanische belasting.
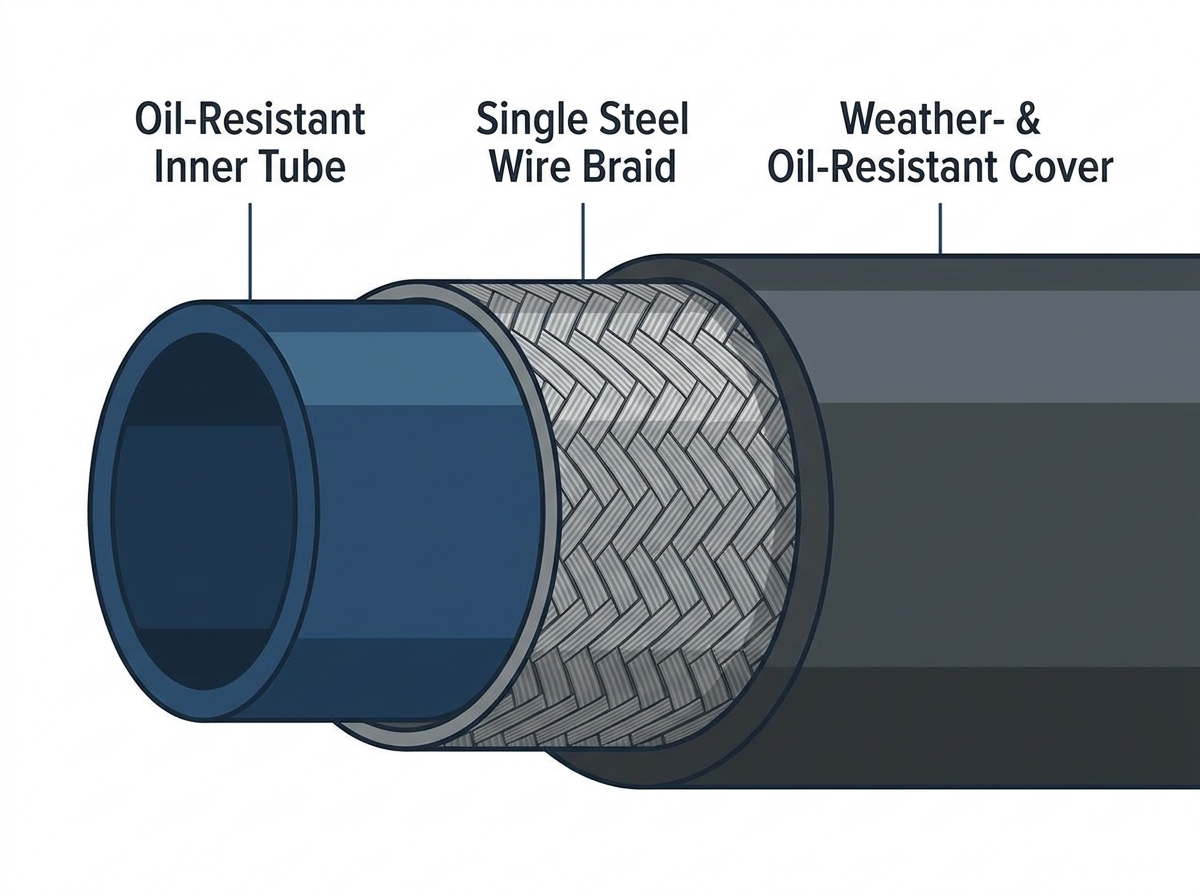
De meerlaagse constructie van een standaard vloeistoftransmissielijn, met nadruk op de binnenbuis, draadversterking en beschermende buitenmantel.
Om de productieprocessen en materiaalkeuzes te begrijpen die betrokken zijn bij het creëren van een betrouwbare vloeistofstroomleiding, is het eerst noodzakelijk om de fundamentele structurele anatomie ervan te begrijpen. Een standaard industriële slang is niet zomaar een rubberen slang; het is een hoogontwikkelde, meerlaagse composietstructuur die is ontworpen om flexibiliteit in evenwicht te brengen met een enorme structurele integriteit. De architectuur bestaat doorgaans uit drie hoofdcomponenten: de binnenbuis, de verstevigingslaag en de buitenmantel. Elk van deze lagen heeft een aparte en onvervangbare functie, en de specifieke materialen die voor elke laag worden gekozen, bepalen de algehele prestaties, compatibiliteit en levensduur van het eindproduct.
De binnenband is de binnenste laag die in direct contact komt met de hydraulische vloeistof. Zijn voornaamste verantwoordelijkheid is het vasthouden van de vloeistof zonder dat deze wordt afgebroken, opgezwollen of doordringt. De versterkingslaag omringt de binnenband en biedt de structurele sterkte die nodig is om de hoge interne druk te weerstaan die wordt gegenereerd door vloeistofkrachtsystemen. Zonder deze kritische laag zou de binnenband eenvoudigweg opzwellen en barsten onder druk. Ten slotte fungeert de buitenste laag als de eerste verdedigingslinie tegen externe omgevingsfactoren, waardoor de delicate versterkingslaag wordt beschermd tegen fysieke slijtage, chemische blootstelling, ultraviolette straling en extreme weersomstandigheden. Samen vormen deze drie lagen een samenhangend geheel dat feilloos moet presteren onder voortdurende dynamische belasting.
De binnenband is misschien wel het meest chemisch gevoelige onderdeel van het hele samenstel. Omdat het voortdurend in direct contact staat met de transmissievloeistof – die kan variëren van oliën op aardoliebasis tot water-glycolmengsels en synthetische smeermiddelen – moet het materiaal een uitzonderlijke chemische compatibiliteit vertonen. In het geval van het Grandflex DIN EN853 1SN / SAE 100R1AT-product is de binnenband zorgvuldig vervaardigd uit oliebestendig synthetisch rubber. Deze specifieke materiaalformulering is gekozen vanwege zijn vermogen om de structurele integriteit en dimensionale stabiliteit te behouden, zelfs bij blootstelling aan agressieve op aardolie gebaseerde hydraulische vloeistoffen bij verhoogde temperaturen.
Als voor de binnenband een onverenigbaar materiaal wordt gebruikt, kan de hydraulische vloeistof ervoor zorgen dat het rubber opzwelt, zachter wordt of broos wordt. Zwelling verkleint de interne diameter van de doorgang, waardoor de vloeistofstroom wordt beperkt en drukdalingen worden veroorzaakt die een negatieve invloed hebben op de systeemefficiëntie. Brosheid daarentegen kan leiden tot microscheurtjes, waardoor uiteindelijk vloeistof onder druk in de versterkingslaag kan sijpelen, waardoor de hele structuur in gevaar komt. Daarom is het samenstellen van het synthetische rubber dat in de binnenband wordt gebruikt een zeer gespecialiseerd gebied van de materiaalkunde, waarbij nauwkeurige mengsels van polymeren, weekmakers en verharders nodig zijn om de perfecte balans tussen flexibiliteit, ondoordringbaarheid en oliebestendigheid te bereiken.
Terwijl de binnenband de vloeistof bevat, is het de versterkingslaag die feitelijk de druk vasthoudt. Het type, de hoeveelheid en de configuratie van het versterkingsmateriaal bepalen rechtstreeks de werkdruk en barstdruk van het samenstel. Voor hydraulische hogedruktoepassingen is staaldraad met hoge treksterkte de industriestandaard. De Grandflex DIN EN853 1SN / SAE 100R1AT maakt gebruik van een enkele vlecht van staaldraad met hoge treksterkte ter versterking. Deze gevlochten configuratie met één draad biedt een uitstekende balans tussen drukbeheersing en mechanische flexibiliteit.
De staaldraad die in deze toepassingen wordt gebruikt, is geen standaard constructiestaal; het is speciaal getrokken en behandeld om een buitengewone treksterkte te bereiken. Tijdens het productieproces worden meerdere strengen van deze draad met hoge treksterkte in een precies kriskras patroon over de binnenbuis geweven. Door deze gevlochten structuur kan het geheel onder drukstoten enigszins uitzetten (werkt als schokdemper), terwijl catastrofaal falen wordt voorkomen. De hoek van de vlecht is een kritische technische parameter; het moet perfect worden berekend om ervoor te zorgen dat de slang niet uitrekt of overmatig samentrekt wanneer deze onder druk wordt gezet. Een enkele vlecht van staaldraad met hoge treksterkte is bijzonder geschikt voor industriële machines en mobiele hydraulische systemen waar een combinatie van hoge druk en gematigde flexibiliteit vereist is.
De buitenhoes is het beschermende schild dat de levensduur van de interne componenten garandeert. Zelfs als de binnenbuis en de verstevigingslaag perfect zijn ontworpen, zal de montage voortijdig mislukken als de buitenmantel niet bestand is tegen de gebruiksomgeving. In industriële en constructieomgevingen worden deze componenten routinematig blootgesteld aan ernstige slijtage door wrijving tegen het chassis van machines, blootstelling aan fel zonlicht en verontreiniging door gemorste oliën, vetten en industriële chemicaliën.
Om deze milieugevaren tegen te gaan, is de Grandflex DIN EN853 1SN / SAE 100R1AT uitgerust met een hoes van weer- en oliebestendig synthetisch rubber. Deze gespecialiseerde elastomeerverbinding is ontwikkeld om degradatie door ultraviolet (UV) licht en ozon te weerstaan, waardoor standaardrubber na verloop van tijd kan barsten en verslechteren. Bovendien zorgen de oliebestendige eigenschappen ervoor dat accidenteel morsen of lekken uit aangrenzende machines de structurele integriteit van de afdekking niet in gevaar brengt. Door een robuuste barrière tegen externe bedreigingen te handhaven, beschermt de weer- en oliebestendige afdekking van synthetisch rubber de onderliggende staaldraad met hoge treksterkte tegen roest en mechanische schade, waardoor de operationele levensduur van de gehele constructie aanzienlijk wordt verlengd.
De transformatie van ruw synthetisch rubber en staaldraad met hoge treksterkte in een afgewerkte, hoogwaardige vloeistoftransmissielijn is een complex productieproces dat uit meerdere fasen bestaat. Het vereist ultramoderne machines, strikte kwaliteitscontroleprotocollen en nauwkeurig milieubeheer. Het productieproces kan over het algemeen worden onderverdeeld in verschillende belangrijke fasen: voorbereiding van het mengsel, extrusie van de binnenband, aanbrengen van versterking, extrusie van de buitenmantel, vulkanisatie en eindtesten. Elke stap moet met uiterste precisie worden uitgevoerd om ervoor te zorgen dat het eindproduct aan strenge internationale normen voldoet.
Het productietraject begint op de mengafdeling, waar de grondstoffen voor de synthetische rubbercompounds worden voorbereid. Ruwe elastomeren worden gecombineerd met verschillende additieven, waaronder carbon black (voor sterkte en UV-bestendigheid), weekmakers (voor flexibiliteit), antioxidanten (om veroudering te voorkomen) en verharders (zoals zwavel of peroxiden). Deze ingrediënten worden nauwkeurig afgewogen en in enorme interne mixers gevoerd, zoals Banbury-mixers, die enorme mechanische kracht en hitte gebruiken om de materialen tot een homogeen mengsel te mengen. Het resulterende rubbermengsel wordt vervolgens tot continue platen of stroken gemalen, klaar om in de extrusiemachines te worden gevoerd. Voor de oliebestendige binnenband en de weerbestendige buitenmantel zijn afzonderlijke, verschillende verbindingen gemaakt, omdat hun prestatie-eisen aanzienlijk verschillen.
De eerste fysieke vormingsstap is het maken van de binnenband. Dit wordt bereikt met behulp van een gespecialiseerde machine, een extruder genaamd. Het bereide synthetische rubbermengsel wordt in de extruder gevoerd, waar een roterende schroef het materiaal door een verwarmd vat dwingt. De hitte en druk maken het rubber zacht, waardoor het buigzaam wordt. Aan het uiteinde van de loop wordt het rubber door een nauwkeurig bewerkte matrijs en een centrale doorn geperst. De doorn bepaalt de binnendiameter van de buis, terwijl de matrijs de buitendiameter en wanddikte bepaalt.
Voor de Grandflex DIN EN853 1SN / SAE 100R1AT moet dit extrusieproces strak worden gecontroleerd om binnenbanden te produceren die uiteindelijk geschikt zijn voor metrische maten variërend van 5,0 mm tot 51,0 mm (equivalent aan 3/16 inch tot 2 inch). Wanneer de hete, ongevulkaniseerde rubberen buis de extruder verlaat, wordt deze doorgaans gekoeld in een waterbad om de afmetingen te stabiliseren. In dit stadium is het rubber nog relatief zacht en niet uitgehard, wat betekent dat er voorzichtig mee moet worden omgegaan om vervorming te voorkomen voordat de versterkingslaag wordt aangebracht.
Nadat de binnenband is geëxtrudeerd en gestabiliseerd, gaat deze naar de vlechtafdeling. Hier wordt de kritische staaldraad met hoge treksterkte toegepast. De binnenbuis wordt door het midden van een enorme vlechtmachine geleid, die bestaat uit meerdere dragers die spoelen van fijn staaldraad vasthouden. Deze dragers bewegen zich in complexe, elkaar kruisende cirkelvormige banen, waarbij de draadstrengen in een nauwkeurig, continu patroon over het oppervlak van de binnenbuis worden geweven.
Voor een product met een enkele vlecht van staaldraad met hoge treksterkte is de machine gekalibreerd om de draad in een specifieke hoek neer te leggen, doorgaans rond de 54 graden en 44 minuten, ook wel de neutrale hoek genoemd. Het vlechten onder deze exacte hoek zorgt ervoor dat wanneer het samenstel wordt onderworpen aan interne druk, de krachten die proberen de diameter te vergroten en de krachten die proberen de structuur te verlengen perfect in balans zijn, wat resulteert in minimale maatveranderingen. Tijdens dit proces moet de spanning van elke individuele draad strikt worden gecontroleerd; als de spanning ongelijkmatig is, wordt de resulterende vlecht aangetast, wat leidt tot zwakke plekken en mogelijke barstfouten in het veld.
Nadat de staaldraadversterking stevig op zijn plaats zit, wordt het halffabrikaat naar een tweede extrusielijn geleid voor het aanbrengen van de buitenmantel. Het proces is vergelijkbaar met de extrusie van de binnenbuis, maar de matrijs heeft een formaat dat geschikt is voor de grotere diameter van de versterkte structuur. De weer- en oliebestendige synthetische rubbersamenstelling wordt verwarmd en over de draadvlecht geperst, waardoor een naadloze, beschermende buitenmantel ontstaat.
Tijdens deze fase is het van cruciaal belang om een uitstekende hechting tussen de buitenmantel en de staaldraadversterking te bereiken. Bij sommige productieprocessen wordt een dunne laag lijm of een speciaal bindmiddel over de draadvlecht aangebracht voordat de buitenlaag wordt geëxtrudeerd. Dit zorgt ervoor dat de lagen niet delamineren of scheiden wanneer het samenstel tijdens bedrijf wordt onderworpen aan ernstige buiging of mechanische spanning. De dikte van de buitenhoes wordt ook zorgvuldig gecontroleerd om voldoende bescherming te bieden zonder onnodig gewicht of stijfheid toe te voegen.
Op dit punt in het productieproces heeft het geheel zijn definitieve vorm en structuur, maar is het synthetische rubber nog niet uitgehard. Om zijn uiteindelijke fysieke eigenschappen te bereiken, zoals elasticiteit, treksterkte en weerstand tegen hitte en chemicaliën, moet het rubber vulkanisatie ondergaan. Vulkanisatie is een chemisch proces dat de polymeerketens in het rubber met elkaar verbindt, waardoor het van een zachte, kleverige substantie verandert in een duurzaam, veerkrachtig elastomeer.
De niet-gevulkaniseerde assemblages worden doorgaans strak in nylon of loden tape gewikkeld om hun vorm te behouden en de lagen te consolideren, en vervolgens in massieve industriële autoclaven geplaatst. Hogedrukstoom wordt in de autoclaaf gebracht, waardoor de producten gedurende een bepaalde tijd aan nauwkeurige temperaturen en drukken worden onderworpen. De hitte activeert de chemische uithardingsmiddelen in de rubberverbindingen, waardoor de verknopingsreactie optreedt. Zodra de vulkanisatiecyclus voltooid is, worden de assemblages uit de autoclaaf verwijderd en wordt de wikkeltape verwijderd, waardoor de karakteristieke textuurafwerking achterblijft die vaak te zien is op industriële vloeistoftransmissielijnen.
De hierboven beschreven rigoureuze materialen en productieprocessen zijn ontworpen om een product te produceren dat aan exacte technische specificaties voldoet. Het begrijpen van deze specificaties is van cruciaal belang voor het selecteren van het juiste onderdeel voor een bepaalde toepassing. De Grandflex DIN EN853 1SN / SAE 100R1AT dient als een uitstekende case study voor het analyseren van deze essentiële prestatiestatistieken.
Grootte is de meest fundamentele specificatie. De interne diameter bepaalt het volume en de snelheid van de vloeistof die kan worden overgedragen. Het Grandflex-product is verkrijgbaar in een breed scala aan metrische maten, met name van 5,0 mm tot 51,0 mm, wat overeenkomt met imperiale maten van 3/16 inch tot 2 inch. Dit brede maatbereik zorgt ervoor dat ingenieurs de juiste diameter kunnen selecteren om drukval te minimaliseren en overmatige vloeistofsnelheid te voorkomen, wat warmteontwikkeling en systeeminefficiëntie kan veroorzaken.
Drukwaarden zijn de ultieme test voor de integriteit van de versterkingslaag. Er zijn twee primaire drukmetingen waarmee rekening moet worden gehouden: werkdruk en barstdruk. De werkdruk is de maximale continue druk waaronder het systeem onder normale omstandigheden zou moeten werken. Voor de Grandflex DIN EN853 1SN / SAE 100R1AT varieert de werkdruk van 4,0 Mpa tot 25,0 Mpa (equivalent aan 580 Psi tot 3625 Psi), afhankelijk van de specifieke grootte van de montage. Kleinere diameters kunnen over het algemeen hogere drukken aan dan grotere diameters vanwege de fysica van hoepelspanning.
Barstdruk is een veiligheidsmaatstaf; het vertegenwoordigt de absolute minimumdruk waarbij in een laboratoriumomgeving naar verwachting een catastrofaal falen (breuk) zal optreden. Industrienormen vereisen doorgaans dat de barstdruk minstens vier keer de maximale werkdruk bedraagt, wat een veiligheidsfactor van 4:1 oplevert. De barstdruk voor dit specifieke Grandflex-product varieert op indrukwekkende wijze van 16 Mpa tot 100 Mpa, afhankelijk van de grootte, waardoor een robuuste veiligheidsmarge wordt gegarandeerd tegen onverwachte drukpieken of hydraulische schokken.
In mobiele hydraulische systemen en compacte industriële machines zijn flexibiliteit en gewicht cruciale overwegingen. De buigradius geeft de krapste bocht aan waarin het samenstel kan worden gebogen zonder te knikken, de draadversterking te beschadigen of de vloeistofstroom te beperken. Het Grandflex-product biedt een buigradius die varieert van 90 mm tot 630 mm, afhankelijk van de maat. Deze flexibiliteit zorgt voor een eenvoudiger route door krappe motorcompartimenten en complexe mechanische verbindingen.
Gewicht is ook een factor, vooral bij mobiele apparatuur, waarbij het totale voertuiggewicht van invloed is op het brandstofverbruik en de prestaties. Dankzij de efficiënte enkeldraads vlechtconstructie varieert het gewicht van dit product van 0,20 kg/m tot 2,00 kg/m, afhankelijk van de maat. Dit biedt een relatief lichtgewicht oplossing zonder dat dit ten koste gaat van de noodzakelijke drukbeheersingsmogelijkheden.
Omdat vloeistofkrachtsystemen onder extreme druk werken, zijn veiligheid en betrouwbaarheid van het grootste belang. Om consistentie en veiligheid op de wereldmarkt te garanderen, hebben internationale standaardisatieorganisaties strenge test- en prestatiecriteria opgesteld. Er moet een product van hoge kwaliteit worden vervaardigd dat aan deze vastgestelde normen voldoet of deze zelfs overtreft.
De Grandflex DIN EN853 1SN / SAE 100R1AT is ontworpen om volledig te voldoen aan verschillende kritische industriële benchmarks. Het voldoet aan de vereisten van de SAE 100R1AT-norm, die is opgesteld door de Society of Automotive Engineers en die de afmetingen, prestaties en testprocedures voorschrijft voor met enkeldraads vlechtwerk versterkte producten. Bovendien voldoet het aan de EN853 1SN-norm, een Europese norm die soortgelijke strenge criteria specificeert. Naast deze primaire aanduidingen voldoet het product ook aan de ISO 1436- en SAE J517-specificaties, waardoor wereldwijde compatibiliteit wordt gegarandeerd en ingenieurs het vertrouwen krijgen dat het onderdeel betrouwbaar zal presteren in veeleisende omgevingen.
De specifieke combinatie van een oliebestendige binnenband, een enkele omvlechting van staaldraad met hoge treksterkte en een weer- en oliebestendige omhulling van synthetisch rubber maakt dit type product ongelooflijk veelzijdig. Dankzij de robuuste constructie kan hij worden ingezet in een breed spectrum van veeleisende industrieën.
Een van de belangrijkste gebruiksscenario's vindt plaats in hydraulische hogedruktoepassingen, waarbij over betrouwbare vloeistoftransmissie niet kan worden onderhandeld. Op het gebied van industriële machines worden deze componenten gebruikt voor het aandrijven van persen, spuitgietmachines en geautomatiseerde assemblageapparatuur, waardoor de precieze kracht wordt geleverd die nodig is voor zware productie. Bouwmachines, zoals graafmachines, laders en kranen, zijn sterk afhankelijk van deze robuuste lijnen om enorme cilinders en motoren aan te drijven onder zware, schurende omstandigheden. Bovendien zijn ze essentieel in mobiele hydraulische systemen die te vinden zijn in landbouwtrekkers, bosbouwmachines en gemeentelijke bedrijfsvoertuigen, waar flexibiliteit, duurzaamheid en weerstand tegen blootstelling aan het milieu absoluut cruciaal zijn voor de dagelijkse werkzaamheden.
De Grandflex DIN EN853 1SN / SAE 100R1AT vertegenwoordigt een hoogontwikkelde oplossing voor veeleisende vloeiende krachtoverbrenging, waarbij een oliebestendige binnenbuis van synthetisch rubber, een robuuste enkele vlecht van staaldraad met hoge treksterkte en een duurzame weer- en oliebestendige afdekking worden gecombineerd om betrouwbare prestaties te leveren voor industriële machines, bouwapparatuur en mobiele hydraulische systemen. Met zijn brede scala aan metrische maten (5,0 mm tot 51,0 mm), indrukwekkende werkdrukken (4,0 Mpa tot 25,0 Mpa) en strikte naleving van de normen SAE 100R1AT, EN853 1SN, ISO 1436 en SAE J517, biedt dit product ingenieurs en onderhoudsprofessionals een veelzijdig, kwalitatief hoogstaand onderdeel dat perfect geschikt is voor veilige en efficiënte hydraulische hogedruktoepassingen.