المشاهدات: 0 المؤلف: محرر الموقع وقت النشر: 2026-06-29 الأصل: موقع
في عالم أنظمة طاقة السوائل الحديثة المعقد والمتطلب للغاية، يعد فهم المكونات الأساسية التي تحرك الآلات أمرًا ضروريًا للغاية للمهندسين ومحترفي الصيانة والمشغلين الصناعيين. ومن بين هذه المكونات الحاسمة، يبرز الخرطوم الهيدروليكي كقناة حيوية تنقل الطاقة، وتتحكم في الحركة، وتضمن التشغيل السلس للمعدات الثقيلة عبر قطاعات لا حصر لها. سواء تم نشرها في حفارات البناء الضخمة، أو خطوط تجميع التصنيع المعقدة، أو الأنظمة الهيدروليكية المتنقلة متعددة الاستخدامات، فإن خطوط الأنابيب المرنة هذه مكلفة باحتواء السوائل المضغوطة وتوجيهها بأمان وكفاءة. ولتقدير قدراتها بشكل كامل، يجب على المرء أن يتعمق في المواد المعقدة وعمليات الإنتاج المتطورة التي تحول اللدائن الخام والصلب إلى حلول نقل السوائل ذات التصميم الهندسي العالي. سيسلط هذا الاستكشاف الشامل الضوء على المبادئ الهندسية الصارمة والتقدم في علوم المواد وتقنيات التصنيع اللازمة لإنتاج خراطيم قادرة على تحمل الضغوط الشديدة والظروف البيئية القاسية والضغط الميكانيكي المستمر.
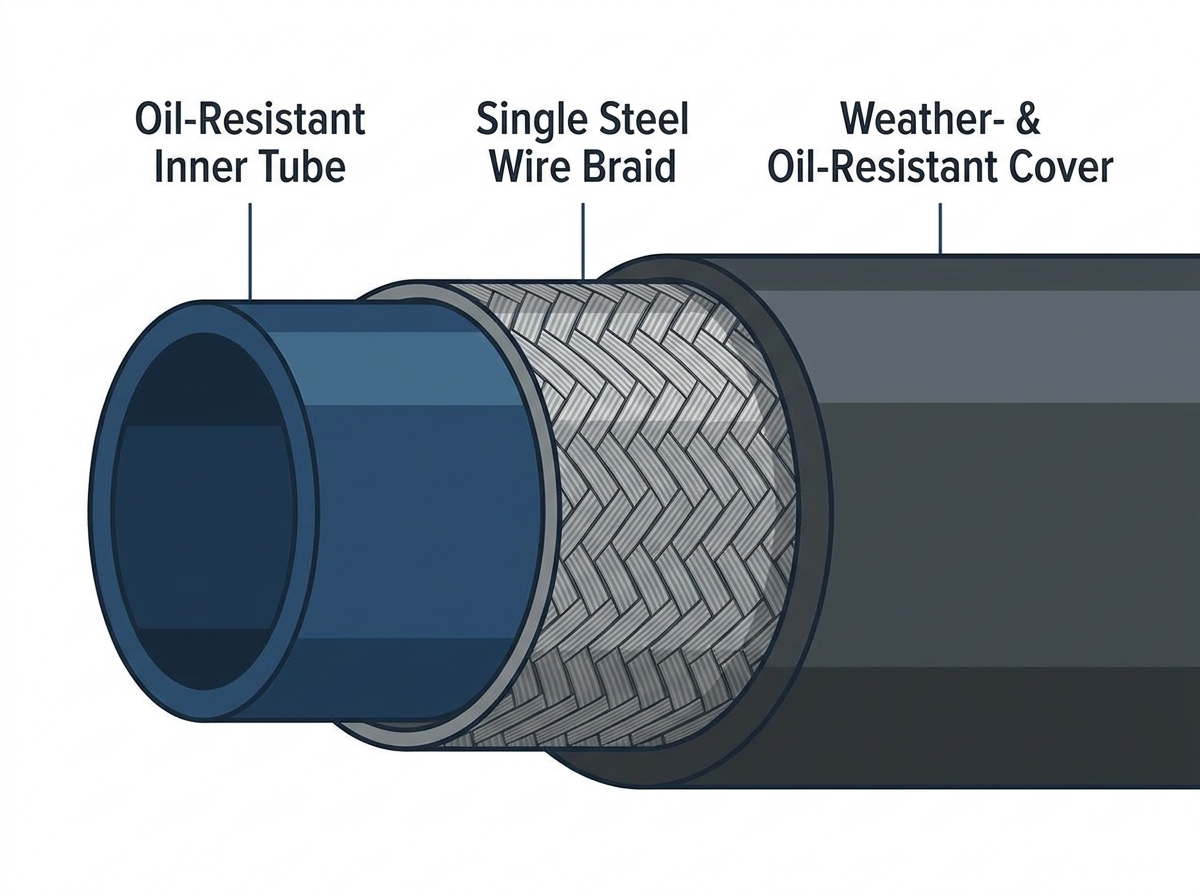
البناء متعدد الطبقات لخط نقل السوائل القياسي، مع تسليط الضوء على الأنبوب الداخلي، وتعزيز الأسلاك، والغطاء الخارجي الواقي.
لفهم عمليات التصنيع واختيارات المواد المستخدمة في إنشاء قناة طاقة سائلة موثوقة، من الضروري أولاً فهم التشريح الهيكلي الأساسي. إن الخرطوم الصناعي القياسي ليس مجرد أنبوب مطاطي بسيط؛ إنه هيكل مركب متعدد الطبقات مصمم هندسيًا للغاية مصمم لتحقيق التوازن بين المرونة والسلامة الهيكلية الهائلة. تتكون البنية بشكل عام من ثلاثة مكونات أساسية: الأنبوب الداخلي، وطبقة التسليح، والغطاء الخارجي. تؤدي كل طبقة من هذه الطبقات وظيفة مميزة لا يمكن استبدالها، والمواد المحددة المختارة لكل طبقة تحدد الأداء العام والتوافق وطول عمر المنتج النهائي.
الأنبوب الداخلي هو الطبقة الأعمق التي تتلامس بشكل مباشر مع السائل الهيدروليكي. ومسؤوليتها الأساسية هي احتواء السائل دون أن يتحلل أو ينتفخ أو يسمح بالتخلل. تحيط طبقة التعزيز بالأنبوب الداخلي وتوفر القوة الهيكلية اللازمة لتحمل الضغوط الداخلية العالية الناتجة عن أنظمة طاقة الموائع. وبدون هذه الطبقة الحرجة، فإن الأنبوب الداخلي سوف ينتفخ ببساطة وينفجر تحت الضغط. وأخيرًا، يعمل الغطاء الخارجي كخط دفاع أول ضد العوامل البيئية الخارجية، مما يحمي طبقة التسليح الدقيقة من التآكل الفيزيائي، والتعرض الكيميائي، والأشعة فوق البنفسجية، والظروف الجوية القاسية. تشكل هذه الطبقات الثلاث معًا وحدة متماسكة يجب أن تعمل بشكل لا تشوبه شائبة تحت ضغط ديناميكي مستمر.
يمكن القول إن الأنبوب الداخلي هو العنصر الأكثر حساسية كيميائيًا في المجموعة بأكملها. نظرًا لأنه على اتصال دائم ومباشر بسائل ناقل الحركة - والذي يمكن أن يتراوح من الزيوت البترولية إلى مخاليط جليكول الماء ومواد التشحيم الاصطناعية - يجب أن تظهر المادة توافقًا كيميائيًا استثنائيًا. في حالة منتج Grandflex DIN EN853 1SN / SAE 100R1AT، تم تصنيع الأنبوب الداخلي بدقة من مطاط صناعي مقاوم للزيت. تم اختيار هذه التركيبة المادية المحددة لقدرتها على الحفاظ على السلامة الهيكلية واستقرار الأبعاد حتى عند تعرضها للسوائل الهيدروليكية القوية القائمة على البترول في درجات حرارة مرتفعة.
إذا تم استخدام مادة غير متوافقة للأنبوب الداخلي، فقد يتسبب السائل الهيدروليكي في تضخم المطاط أو تليينه أو هشاشته. يؤدي التورم إلى تقليل القطر الداخلي للممر، مما يحد من تدفق السوائل ويسبب انخفاضًا في الضغط مما يؤثر سلبًا على كفاءة النظام. من ناحية أخرى، يمكن أن تؤدي الهشاشة إلى تشققات دقيقة، مما يسمح في النهاية للسائل المضغوط بالتسرب إلى طبقة التسليح، مما يعرض الهيكل بأكمله للخطر. ولذلك، فإن تركيب المطاط الصناعي المستخدم في الأنبوب الداخلي هو مجال متخصص للغاية في علوم المواد، ويتطلب مزيجًا دقيقًا من البوليمرات والملدنات وعوامل المعالجة لتحقيق التوازن المثالي بين المرونة والكتامة ومقاومة الزيت.
في حين أن الأنبوب الداخلي يحتوي على السائل، فإن طبقة التعزيز هي ما يحمل الضغط فعليًا. يحدد نوع مادة التسليح وكميتها وتكوينها بشكل مباشر ضغط العمل ومعدلات ضغط الانفجار للتجميع. بالنسبة للتطبيقات الهيدروليكية ذات الضغط العالي، فإن الأسلاك الفولاذية عالية الشد هي معيار الصناعة. يستخدم Grandflex DIN EN853 1SN / SAE 100R1AT جديلة واحدة من الأسلاك الفولاذية عالية الشد لتعزيزها. يوفر هذا التكوين المجدول ذو السلك الواحد توازنًا ممتازًا بين احتواء الضغط والمرونة الميكانيكية.
الأسلاك الفولاذية المستخدمة في هذه التطبيقات ليست من الفولاذ الهيكلي القياسي؛ لقد تم رسمه ومعالجته خصيصًا لتحقيق قوة شد غير عادية. أثناء عملية التصنيع، يتم نسج خيوط متعددة من هذا السلك عالي الشد معًا في نمط متقاطع دقيق فوق الأنبوب الداخلي. يسمح هذا الهيكل المضفر للتجميع بالتمدد قليلاً تحت ضغط مرتفع (يعمل كممتص للصدمات) مع منع الفشل الكارثي. زاوية الجديلة هي معلمة هندسية حاسمة؛ يجب أن يتم حسابه بشكل مثالي لضمان عدم استطالة الخرطوم أو تقلصه بشكل مفرط عند الضغط عليه. جديلة واحدة من الأسلاك الفولاذية عالية الشد مناسبة بشكل خاص للآلات الصناعية والأنظمة الهيدروليكية المتنقلة حيث يتطلب الأمر مزيجًا من الضغط العالي والمرونة المعتدلة.
الغطاء الخارجي هو الدرع الواقي الذي يضمن طول عمر المكونات الداخلية. حتى لو تم تصميم الأنبوب الداخلي وطبقة التعزيز بشكل مثالي، فإن التجميع سوف يفشل قبل الأوان إذا لم يتمكن الغطاء الخارجي من تحمل بيئة التشغيل. في البيئات الصناعية والإنشائية، تتعرض هذه المكونات بشكل روتيني للتآكل الشديد بسبب الاحتكاك بهيكل الآلات، والتعرض لأشعة الشمس القاسية، والتلوث الناتج عن الزيوت والشحوم والمواد الكيميائية الصناعية المنسكبة.
لمكافحة هذه المخاطر البيئية، تم تجهيز Grandflex DIN EN853 1SN / SAE 100R1AT بغطاء مصنوع من المطاط الصناعي المقاوم للطقس والزيت. تم تصميم هذا المركب المطاطي المتخصص لمقاومة التدهور الناتج عن الأشعة فوق البنفسجية والأوزون، والذي يمكن أن يتسبب في تشقق المطاط القياسي وتدهوره بمرور الوقت. علاوة على ذلك، تضمن خصائصه المقاومة للزيت أن الانسكابات العرضية أو التسربات من الآلات المجاورة لا تؤثر على السلامة الهيكلية للغطاء. من خلال الحفاظ على حاجز قوي ضد التهديدات الخارجية، يحمي الغطاء المطاطي الاصطناعي المقاوم للطقس والزيت السلك الفولاذي عالي الشد من الصدأ والأضرار الميكانيكية، وبالتالي يطيل العمر التشغيلي للمجموعة بأكملها بشكل كبير.
إن تحويل المطاط الصناعي الخام والأسلاك الفولاذية عالية الشد إلى خط نقل السوائل النهائي عالي الأداء هو عملية تصنيع معقدة ومتعددة المراحل. فهو يتطلب أحدث الآلات، وبروتوكولات صارمة لمراقبة الجودة، وإدارة بيئية دقيقة. يمكن تقسيم عملية الإنتاج عمومًا إلى عدة مراحل رئيسية: تحضير المركب، وقذف الأنبوب الداخلي، وتطبيق التعزيز، وقذف الغطاء الخارجي، والفلكنة، والاختبار النهائي. يجب تنفيذ كل خطوة بدقة متناهية لضمان أن المنتج النهائي يلبي المعايير الدولية الصارمة.
تبدأ رحلة التصنيع في قسم الخلط حيث يتم تحضير المواد الأولية لمركبات المطاط الصناعي. يتم دمج اللدائن الخام مع إضافات مختلفة، بما في ذلك أسود الكربون (للقوة ومقاومة الأشعة فوق البنفسجية)، والملدنات (للمرونة)، ومضادات الأكسدة (لمنع الشيخوخة)، وعوامل المعالجة (مثل الكبريت أو البيروكسيدات). يتم وزن هذه المكونات بدقة وتغذيتها في خلاطات داخلية ضخمة، مثل خلاطات بانبري، والتي تستخدم قوة ميكانيكية هائلة وحرارة لمزج المواد في مركب متجانس. يتم بعد ذلك طحن خليط المطاط الناتج إلى صفائح أو شرائح متواصلة، جاهزة ليتم تغذيتها في آلات البثق. يتم تحضير مركبات منفصلة ومتميزة للأنبوب الداخلي المقاوم للزيت والغطاء الخارجي المقاوم للعوامل الجوية، حيث تختلف متطلبات أدائها بشكل كبير.
الخطوة الأولى للتشكيل الجسدي هي إنشاء الأنبوب الداخلي. يتم تحقيق ذلك باستخدام آلة متخصصة تسمى الطارد. يتم تغذية مركب المطاط الصناعي المجهز إلى الطارد، حيث يقوم المسمار الدوار بدفع المادة عبر برميل ساخن. تعمل الحرارة والضغط على تليين المطاط، مما يجعله مرنًا. في نهاية البرميل، يتم دفع المطاط من خلال قالب مصنوع بآلة دقيقة وشياق مركزي. يحدد الشياق القطر الداخلي للأنبوب، بينما يحدد القالب القطر الخارجي وسمك الجدار.
بالنسبة إلى Grandflex DIN EN853 1SN / SAE 100R1AT، يجب التحكم في عملية البثق هذه بإحكام لإنتاج أنابيب داخلية تستوعب في النهاية أحجامًا مترية تتراوح من 5.0 مم إلى 51.0 مم (أي ما يعادل 3/16 بوصة إلى 2 بوصة). عندما يخرج الأنبوب المطاطي الساخن غير المفلكن من الطارد، يتم تبريده عادةً في حمام مائي لتثبيت أبعاده. في هذه المرحلة، لا يزال المطاط ناعمًا نسبيًا وغير معالج، مما يعني أنه يجب التعامل معه بعناية لمنع التشوه قبل تطبيق طبقة التسليح.
بمجرد أن يتم بثق الأنبوب الداخلي وتثبيته، فإنه ينتقل إلى قسم التضفير. هذا هو المكان الذي يتم فيه تطبيق الأسلاك الفولاذية عالية الشد. يتم تمرير الأنبوب الداخلي من خلال مركز آلة التضفير الضخمة، والتي تتكون من حاملات متعددة تحمل مكبات من الأسلاك الفولاذية الدقيقة. تتحرك هذه الناقلات في مسارات دائرية معقدة ومتقاطعة، وتنسج خيوط السلك فوق سطح الأنبوب الداخلي بنمط دقيق ومستمر.
بالنسبة للمنتج الذي يتميز بضفيرة واحدة من الأسلاك الفولاذية عالية الشد، تتم معايرة الماكينة لوضع السلك بزاوية محددة - عادةً حوالي 54 درجة و44 دقيقة، والمعروفة بالزاوية المحايدة. يضمن التضفير بهذه الزاوية الدقيقة أنه عندما يتعرض التجميع لضغط داخلي، فإن القوى التي تحاول توسيع القطر والقوى التي تحاول إطالة الهيكل تكون متوازنة تمامًا، مما يؤدي إلى الحد الأدنى من تغيير الأبعاد. يجب مراقبة شد كل سلك على حدة بدقة خلال هذه العملية؛ إذا كان التوتر غير متساوٍ، فسيتم اختراق الضفيرة الناتجة، مما يؤدي إلى نقاط ضعف واحتمال فشل الانفجار في الحقل.
مع تثبيت أسلاك الفولاذ بشكل آمن في مكانها، يتم توجيه التجميع شبه النهائي إلى خط البثق الثاني لتطبيق الغطاء الخارجي. تشبه العملية عملية بثق الأنبوب الداخلي، لكن حجم القالب يناسب القطر الأكبر للهيكل المعزز. يتم تسخين مركب المطاط الصناعي المقاوم للطقس والزيت وإجباره على جديلة السلك، مما يخلق سترة خارجية واقية سلسة.
خلال هذه المرحلة، من الضروري تحقيق التصاق ممتاز بين الغطاء الخارجي وسلك الفولاذ المقوى. في بعض عمليات التصنيع، يتم وضع طبقة رقيقة من المادة اللاصقة أو عامل ربط متخصص على جديلة السلك قبل بثق الغطاء الخارجي. وهذا يضمن عدم انفصال الطبقات أو انفصالها عندما تتعرض المجموعة لانحناء شديد أو ضغط ميكانيكي أثناء التشغيل. يتم أيضًا التحكم في سمك الغطاء الخارجي بعناية لتوفير الحماية الكافية دون إضافة وزن أو صلابة غير ضرورية.
في هذه المرحلة من عملية الإنتاج، يكون للتجميع شكله وبنيته النهائية، لكن المطاط الصناعي لا يزال غير معالج. لتحقيق خصائصه الفيزيائية النهائية - مثل المرونة، وقوة الشد، ومقاومة الحرارة والمواد الكيميائية - يجب أن يخضع المطاط للفلكنة. الفلكنة هي عملية كيميائية تربط سلاسل البوليمر داخل المطاط، وتحوله من مادة ناعمة لزجة إلى مادة مطاطية متينة ومرنة.
عادةً ما يتم لف التجميعات غير المفلكنة بإحكام في شريط من النايلون أو الرصاص للحفاظ على شكلها ودمج الطبقات، ثم يتم وضعها في أجهزة تعقيم صناعية ضخمة. يتم إدخال البخار عالي الضغط إلى الأوتوكلاف، مما يعرض المنتجات لدرجات حرارة وضغوط دقيقة لمدة محددة. تعمل الحرارة على تحفيز عوامل المعالجة الكيميائية داخل المركبات المطاطية، مما يتسبب في حدوث تفاعل الارتباط المتقاطع. بمجرد اكتمال دورة الفلكنة، تتم إزالة التجميعات من الأوتوكلاف، ويتم نزع شريط التغليف، تاركًا وراءه اللمسة النهائية المميزة التي غالبًا ما تظهر على خطوط نقل السوائل الصناعية.
تم تصميم المواد وعمليات الإنتاج الصارمة الموضحة أعلاه لإنتاج منتج يلبي المواصفات الهندسية الدقيقة. يعد فهم هذه المواصفات أمرًا بالغ الأهمية لاختيار المكون الصحيح لتطبيق معين. يعد Grandflex DIN EN853 1SN / SAE 100R1AT بمثابة دراسة حالة ممتازة لتحليل مقاييس الأداء الحيوية هذه.
الحجم هو المواصفات الأساسية. يحدد القطر الداخلي حجم وسرعة السائل الذي يمكن نقله. يتوفر منتج Grandflex في مجموعة واسعة من الأحجام المترية، وتحديدًا من 5.0 مم إلى 51.0 مم، وهو ما يتوافق مع الأحجام الإمبراطورية من 3/16 بوصة إلى 2 بوصة. يضمن نطاق الحجم الواسع هذا أن المهندسين يمكنهم اختيار القطر المناسب لتقليل انخفاض الضغط ومنع سرعة السوائل المفرطة، والتي يمكن أن تسبب توليد الحرارة وعدم كفاءة النظام.
تعد تقييمات الضغط الاختبار النهائي لسلامة طبقة التسليح. هناك نوعان من مقاييس الضغط الأساسية التي يجب مراعاتها: ضغط العمل وضغط الانفجار. ضغط العمل هو أقصى ضغط مستمر يجب أن يعمل النظام تحته أثناء الظروف العادية. بالنسبة لـ Grandflex DIN EN853 1SN / SAE 100R1AT، يتراوح ضغط العمل من 4.0 ميجا باسكال إلى 25.0 ميجا باسكال (أي ما يعادل 580 رطل لكل بوصة مربعة إلى 3625 رطل لكل بوصة مربعة)، اعتمادًا على الحجم المحدد للتجميع. تتعامل الأقطار الأصغر بشكل عام مع ضغوط أعلى من الأقطار الأكبر بسبب فيزياء إجهاد الطوق.
ضغط الانفجار هو مقياس السلامة. إنه يمثل الحد الأدنى المطلق من الضغط الذي من المتوقع أن يحدث فيه فشل كارثي (تمزق) في بيئة المختبر. تتطلب معايير الصناعة عادةً أن يكون ضغط الانفجار أربعة أضعاف الحد الأقصى لضغط العمل على الأقل، مما يوفر عامل أمان يبلغ 4:1. يتراوح ضغط الانفجار لهذا المنتج المحدد من Grandflex بشكل مثير للإعجاب من 16 ميجا باسكال إلى 100 ميجا باسكال، اعتمادًا على الحجم، مما يضمن هامش أمان قوي ضد ارتفاع الضغط غير المتوقع أو الصدمات الهيدروليكية.
في الأنظمة الهيدروليكية المتنقلة والآلات الصناعية المدمجة، تعتبر المرونة والوزن من الاعتبارات الحاسمة. يشير نصف قطر الانحناء إلى أضيق منحنى يمكن ثني المجموعة فيه دون التواء أو إتلاف تقوية السلك أو تقييد تدفق السوائل. يقدم منتج Grandflex نصف قطر انحناء يتراوح من 90 مم إلى 630 مم، حسب الحجم. تتيح هذه المرونة سهولة التوجيه عبر حجرات المحرك الضيقة والروابط الميكانيكية المعقدة.
يعد الوزن أحد العوامل أيضًا، خاصة في المعدات المتنقلة حيث يؤثر الوزن الإجمالي للمركبة على كفاءة استهلاك الوقود والأداء. نظرًا لبنية جديلة السلك المفرد الفعالة، فإن وزن هذا المنتج يتراوح من 0.20 كجم/م إلى 2.00 كجم/م، اعتمادًا على الحجم. وهذا يوفر حلاً خفيف الوزن نسبيًا دون التضحية بقدرات احتواء الضغط الضرورية.
نظرًا لأن أنظمة طاقة السوائل تعمل تحت ضغوط شديدة، فإن السلامة والموثوقية لها أهمية قصوى. لضمان الاتساق والسلامة عبر السوق العالمية، وضعت منظمات المعايير الدولية معايير صارمة للاختبار والأداء. يجب تصنيع منتج عالي الجودة لتلبية هذه المعايير المحددة أو تجاوزها.
تم تصميم Grandflex DIN EN853 1SN / SAE 100R1AT ليكون متوافقًا تمامًا مع العديد من معايير الصناعة الهامة. إنه يلبي متطلبات معيار SAE 100R1AT، الذي تم وضعه من قبل جمعية مهندسي السيارات ويحدد الأبعاد والأداء وإجراءات الاختبار للمنتجات المقواة بضفيرة سلك واحد. علاوة على ذلك، فهو يتوافق مع معيار EN853 1SN، وهو معيار أوروبي يحدد معايير صارمة مماثلة. بالإضافة إلى هذه التسميات الأساسية، يفي المنتج أيضًا بمواصفات ISO 1436 وSAE J517، مما يضمن التوافق العالمي ويزود المهندسين بالثقة بأن المكون سيعمل بشكل موثوق في البيئات الصعبة.
إن المزيج المحدد من الأنبوب الداخلي المقاوم للزيت، وجديلة واحدة من الأسلاك الفولاذية عالية الشد، وغطاء مطاطي صناعي مقاوم للطقس والزيت يجعل هذا النوع من المنتجات متعدد الاستخدامات بشكل لا يصدق. يسمح بناءها القوي بنشرها عبر مجموعة واسعة من الصناعات الصعبة.
إحدى حالات الاستخدام الأساسية هي في التطبيقات الهيدروليكية ذات الضغط العالي، حيث يكون النقل الموثوق للسوائل غير قابل للتفاوض. في عالم الآلات الصناعية، تُستخدم هذه المكونات لتشغيل المكابس وآلات القولبة بالحقن ومعدات التجميع الآلية، مما يوفر القوة الدقيقة المطلوبة للتصنيع الثقيل. تعتمد معدات البناء، مثل الحفارات والرافعات والرافعات، بشكل كبير على هذه الخطوط القوية لتشغيل الأسطوانات والمحركات الضخمة في ظل ظروف قاسية وكاشطة. بالإضافة إلى ذلك، فهي ضرورية في الأنظمة الهيدروليكية المتنقلة الموجودة في الجرارات الزراعية، ومعدات الغابات، ومركبات الخدمات البلدية، حيث تعد المرونة والمتانة ومقاومة التعرض البيئي أمرًا بالغ الأهمية للعمليات اليومية.
يمثل Grandflex DIN EN853 1SN / SAE 100R1AT حلاً هندسيًا عاليًا لنقل الطاقة السائلة، حيث يجمع بين أنبوب داخلي من المطاط الصناعي المقاوم للزيت، وجديلة واحدة قوية من أسلاك الفولاذ عالية الشد، وغطاء متين مقاوم للطقس والزيت لتقديم أداء موثوق به عبر الآلات الصناعية ومعدات البناء والأنظمة الهيدروليكية المتنقلة. بفضل نطاقه الواسع من الأحجام المترية (5.0 مم إلى 51.0 مم)، وضغوط العمل الرائعة (4.0 ميجا باسكال إلى 25.0 ميجا باسكال)، والتوافق الصارم مع معايير SAE 100R1AT، وEN853 1SN، وISO 1436، وSAE J517، يقدم هذا المنتج للمهندسين ومحترفي الصيانة مكونًا متعدد الاستخدامات وعالي الجودة مناسب تمامًا للتطبيقات الهيدروليكية عالية الضغط الآمنة والفعالة.